

基于 PLC 的摇臂钻床控制系统改造
摘 要
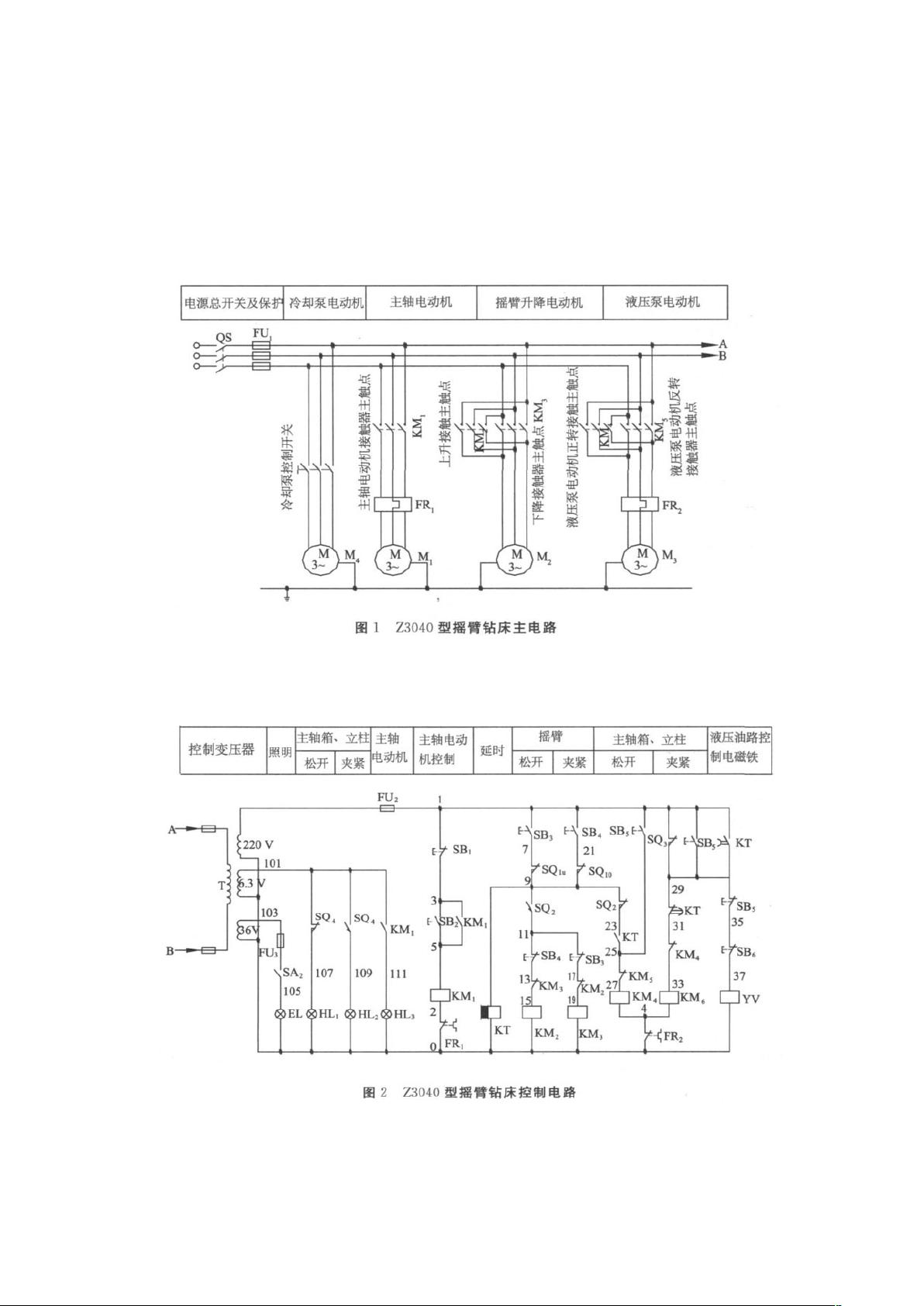
本设计是研究机械加工中常用的 Z3050 摇臂钻床传统电气控制系统的改造问
题,旨在解决传统继电器—接触器电气控制系统存在的线路复杂、可靠性稳定性差 、
故障诊断和排除费时费力等难题。由于 PLC 电气控制系统与继电器—接触器电气
控制系统相比,具有构造简单,编程方便,调试周期短,可靠性高,抗干扰能力
强,故障率低,对工作环境要求低等一系列优点,因此,本设计对 Z3050 摇臂钻
床电气控制系统的改造,将把 PLC 控制技术应用到改造方案中去,以提高摇臂钻
床的工作性能。设计中分析了摇臂钻床的控制原理,制定了可编程控制器改造
Z3050 摇臂钻床电气控制系统的控制方案,完成了电气控制系统硬件和软件的设
计,其中包括 PLC 机型的选择、I/O 端口的分配、I/O 硬件接线图的绘制、PLC 梯
形图程序的设计。对 PLC 控制摇臂钻床的工作过程作了详细阐述,论述了采用
PLC 取代传统继电器—接触器电气控制系统从而提高机床工作性能的方法,给出
了相应的控制原理及接线图。
关键词:可编程控制器,摇臂钻床,梯形图,电气控制系统


剩余15页未读,继续阅读
资源评论


pyhm63
- 粉丝: 10
- 资源: 20万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- [整站程序]天地网络-网络学院全站_tiandinetxy.rar
- IPMSM弱磁控制策略解析:采用MTPA与超前角弱磁控制在额定转速下提升电机性能的研究,该模型为IPMSM的弱磁控制,在额定转速下采用MTPA控制,额定转速以上采用超前角弱磁控制方法,仿真结果表明弱磁
- [整站程序]校内网代码站_xndm.rar
- [整站程序]雪缘动感在线系统_luckysnow.rar
- [整站程序]亿网家教网站管理程序 v2.0_ywjj.rar
- [整站程序]与非IT数码产品门户程序_ityesno.rar
- [主机域名]HostDirector v1.01_hostdirector101.rar
- [主机域名]ISPConfig 3.0.1.3_ispconfig3-codepub.rar
- [主机域名]php ajax 域名查询_domainsearch.rar
- [主机域名]ISPConfig 3.0.1.4_ispconfig3_codepub.rar
- [主机域名]PHP+AJAX的whois查询程序_whois.rar
- [主机域名]PHP多功能域名查询系统_phpchaxun.rar
- [主机域名]PHP域名代管系统_dmadmin.rar
- [主机域名]VD影子系统 v0.001_vd.rar
- [主机域名]Sofee米表程序_sofeedomainnameportfolio_v101.rar
- 基于DT决策树的多维自变量输入单维因变量预测模型(MATLAB语言实现),基于DT决策树建立多维自变量输入单维因变量输出的拟合预测模型 程序内有注释,直接替数据就可以使用 程序是MATLAB语言
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


