基于FX2N10GM定位模块的 圆台磨床数控系统.doc
版权申诉
51 浏览量
2023-06-30
23:20:43
上传
评论
收藏 86KB DOC 举报

基于 FX
2N
-10GM 定位模块的
圆台磨床数控系统
摘要:利用三菱 FX
2N
-10GM 定位模块,FX
2N
系列可编程逻辑控制器(PLC)和交流伺服电机的组合,
能对磨头的位置实现有效控制。实际应用证明该系统提高了圆台磨床的准确性和灵活性。
关键词:定位模块 位置控制 数控系统
NC Control System of Circular Grinder Based on FX2N-10GM Position Module
Abstract: The effective position control with grinding head is realized by using Mitsubishi module
FX
2N
-10GM Mitsubishi series FX
2N
PLC and AC servo electric motor. It shows that the system has improved
accuracy and flexibility for circular grinder through practical application.
Keywords: position module position control NC control system
1 引言
圆台磨床加工面为水平面,主要功能为磨削工
件到指定厚度。立轴圆台平面磨床是采用手动进刀
方式的,即加工前必须测量工件原始厚度,根据客
户要求算出需磨削的厚度,然后进行加工。由于工
件厚度不均,所以每次加工最少要对工件进行两次
测量。利用三菱定位模块和 PLC 的简单组合,即可
对立轴圆台平面磨床进行数控改造,实现磨头自动
进刀和返回。机床改造后只需设定一次工件成品厚
度就可加工一批工件,彻底摆脱对工件的反复测量,
提高生产效率,适合于中小批量加工生产。
2 硬件选择和组装
本控制系统采用触摸屏(F940GOT)输入、
显 示 数 据 , 通 过 PLC(FX
2N
-64MT) 和 定 位 模 块
(FX
2N
-10GM)控制伺服电机,从而使磨头能够
按照精度要求磨削工件。
定位模块 FX
2N
-10GM 是三菱 PLC 功能模块
之一,用于单轴数控,脉冲输出最大可达 200KB/S。
FX
2N
-10GM 配有 4 个输入点 X0 到 X3 和 6 个输出
点 Y0 到 Y5 作为通用用途,它们能连接到外部 I/O
设备。如果 I/O 点不足,则可把 FX
2N
-10GM 与
FX
2N/2NC
系列 PLC 一起使用。此时 FX
2N
-10GM 被
看作 PLC 的一种专用单元,FX
2N
系列 PLC 最多能
连接 8 个专用单元。定位模块和伺服装置之间的
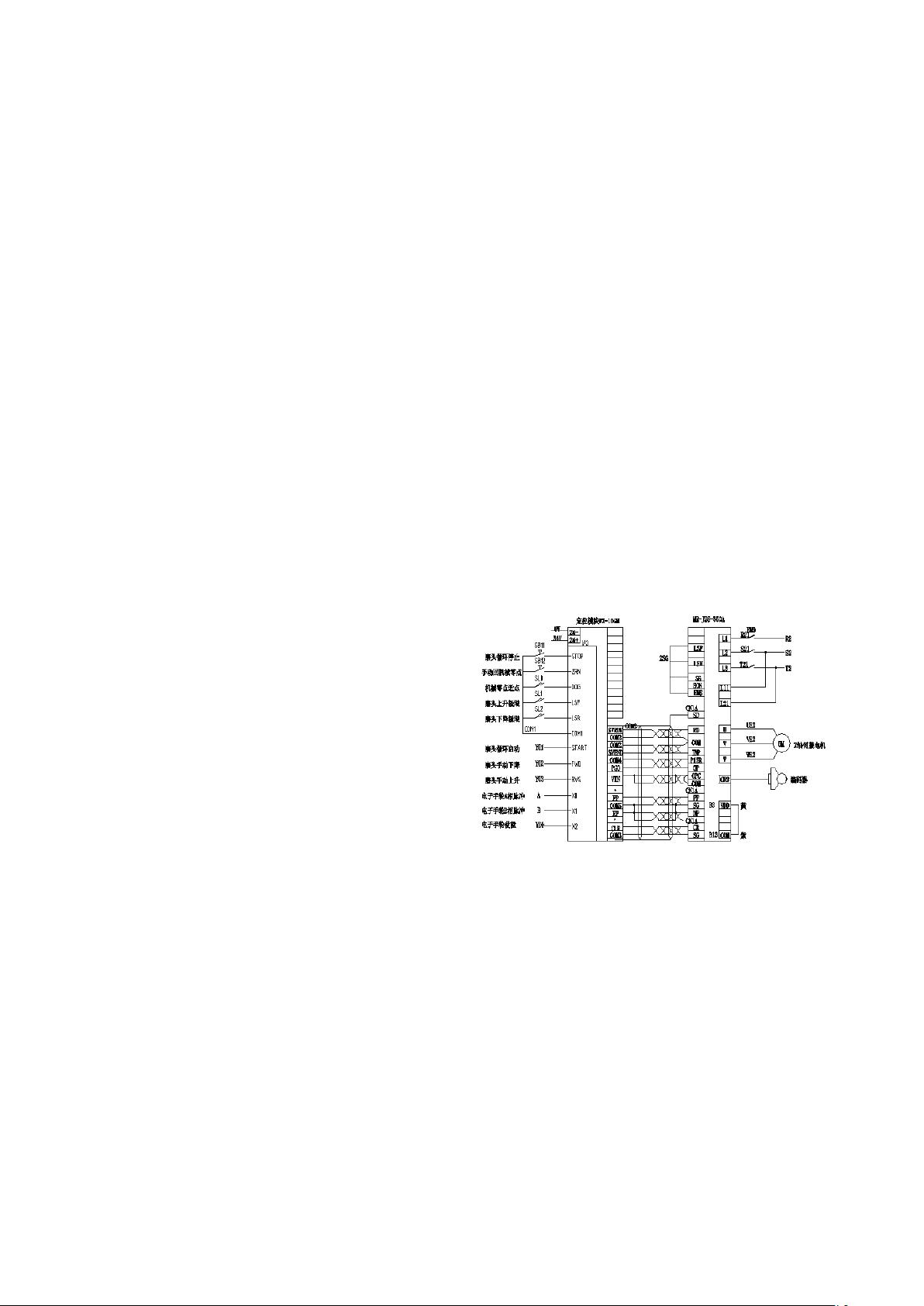
接线如图 1 所示。
图 1 定位模块和伺服装置之间的接线
3 软件设计和应用
3.1 精度的保证
根据工艺要求,零点是后续所有位点的参考
点,必须确保其精度。零点位置是通过行程开关
来确定的,当磨头碰到行程开关(近点信号)前
端时,为了精确定位,磨头立刻减至爬行速度,
当零点信号计数达到 5 时,磨头停止移动,零点定
位完成。
如图 2 所示,本系统采用的单位体系是机械
&电机体系,速度参数以脉冲为基本单位,在定
位软件中设定电机回零速度为 50 000Hz,爬行速
度为 1 000Hz。设定速度单位为 1 000 脉冲/转,
资源评论


omyligaga
- 粉丝: 54
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











