【统计过程控制(SPC)】是质量管理领域中一种重要的工具,它利用统计技术来监控和改善生产过程,确保产品质量的稳定性和可预测性。SPC由美国工程师休哈特(W.A.Shewhart)在20世纪20年代开创,并通过控制图这一工具得以实施。控制图是对过程质量特性进行记录和评估,判断过程是否处于受控状态的统计方法。
**一、持续改进及统计过程控制**
1. **预防与检测**:过程控制的核心在于预防,而非仅依赖于事后检测。预防浪费优于容忍浪费,通过SPC能提前发现并解决潜在问题。
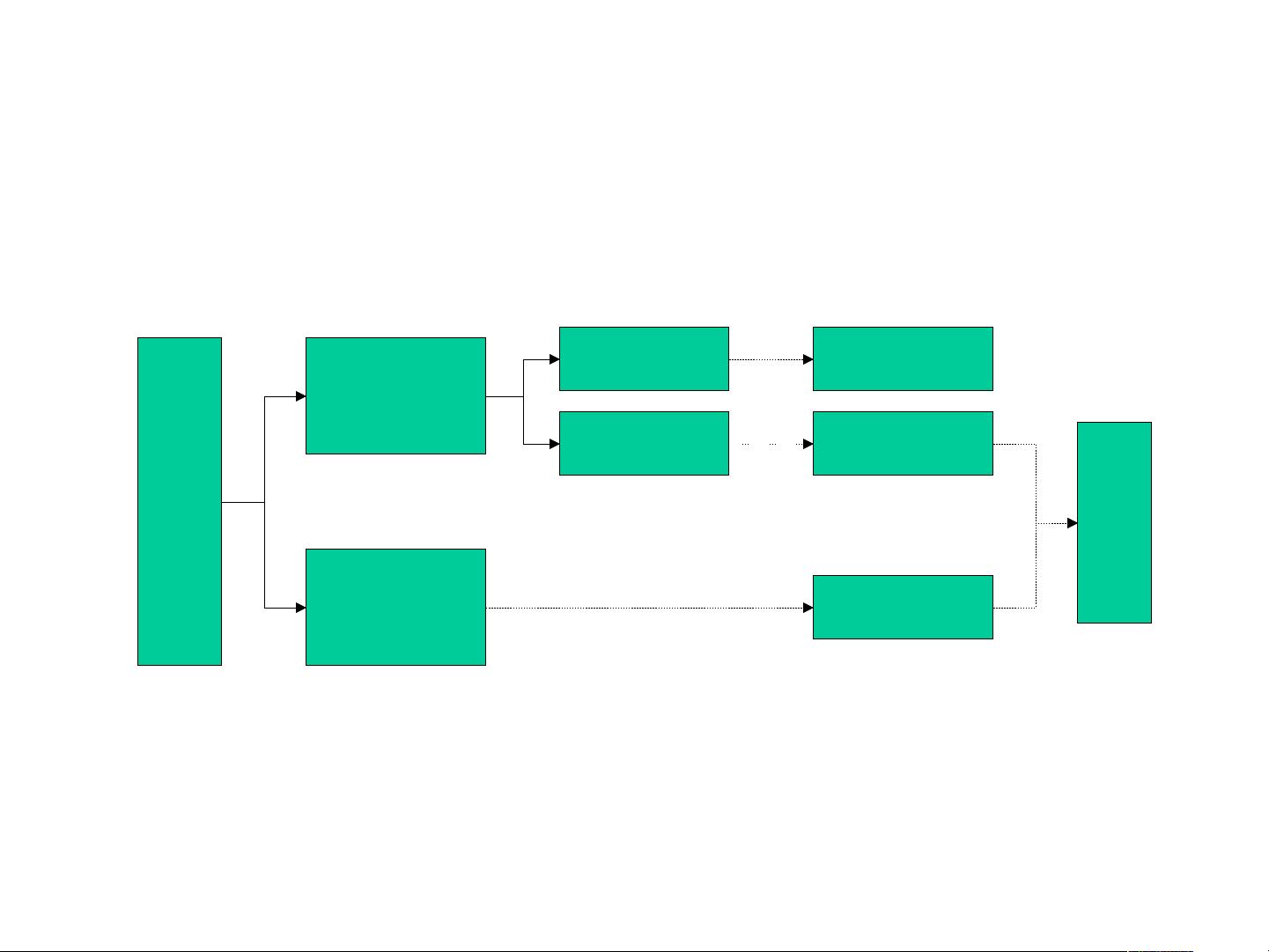
2. **过程控制系统**:过程控制系统将人、设备、材料、方法、环境和测量这6M融合,形成一个有反馈的系统,确保产品或服务的质量。
3. **变差类型**:变差分为普通原因(随机波动)和特殊原因(异常事件)。普通原因通常与过程内在性质相关,而特殊原因则可能指示过程的异常或故障。
**二、SPC基础知识**
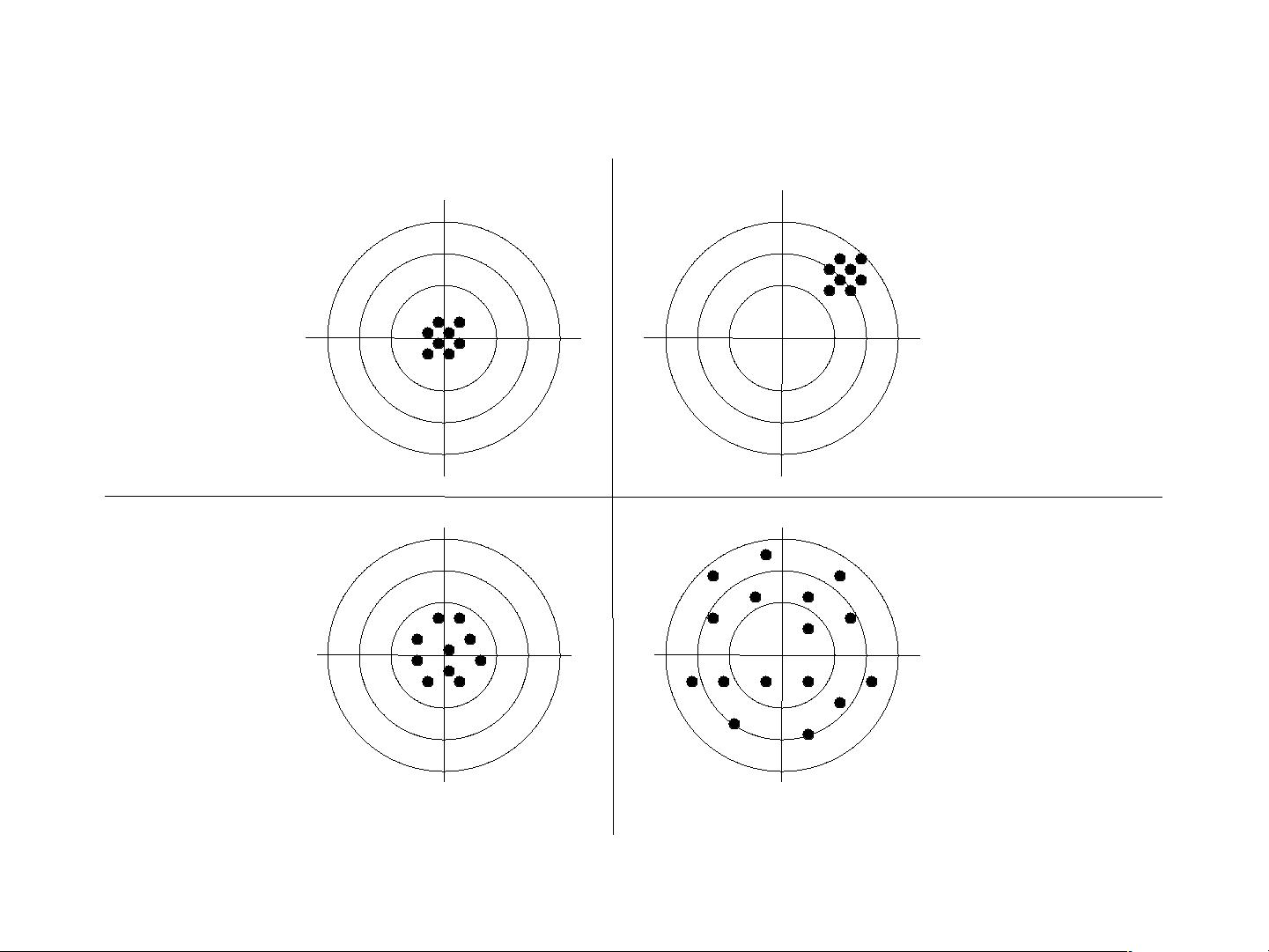
1. **统计描述**:为了理解产品质量的波动,需要对数据进行统计描述,如准确度、精密度和精确度。准确度反映了系统误差的影响,精密度体现了偶然误差的影响,精确度则是两者的综合。
2. **控制图**:控制图是SPC的核心工具,根据不同的数据类型(计数型、计量型)选择不同类型的控制图,如P图、U图、Xbar-R图等,用于监控过程的稳定性。
**三、统计观点与正态分布**
1. **产品质量的统计规律性**:产品质量的变异是随机现象,但遵循统计规律。例如,产品质量特性值如重量或尺寸通常呈正态分布,即大多数数据集中在均值附近,少数数据远离均值。
2. **正态分布**:正态分布是一种最常见的概率分布,适用于描述连续性数据。其特点是钟形曲线,均值两侧对称分布,大部分数据落在均值的一个标准差范围内。
**四、过程能力与控制**
1. **过程能力**:衡量过程在正常操作条件下产生合格产品的能力。常用指标有Cp和Cpk,它们反映了过程在规格限制下的分散程度。
2. **过程改进循环**:如PDCA(计划、执行、检查、行动)循环,用于持续改进过程,确保其始终处于受控状态。
通过SPC,企业可以系统性地分析和控制生产过程,减少浪费,提高效率,最终提升产品的质量和客户满意度。对于IT行业,SPC同样重要,特别是在软件开发和运维过程中,通过对代码质量、测试结果、故障率等数据进行统计监控,可以及时发现并解决问题,保证软件和服务的可靠性。