长城汽车模具中心
每 天 进 步 一 点 点
1′铸铁件加工部位余量一般为 10mm(长大于 1.5m 时为 15mm,超大铸件为 20mm 余量 ),
铸钢件底面为 5mm(大件为 8mm)型面 8mm。
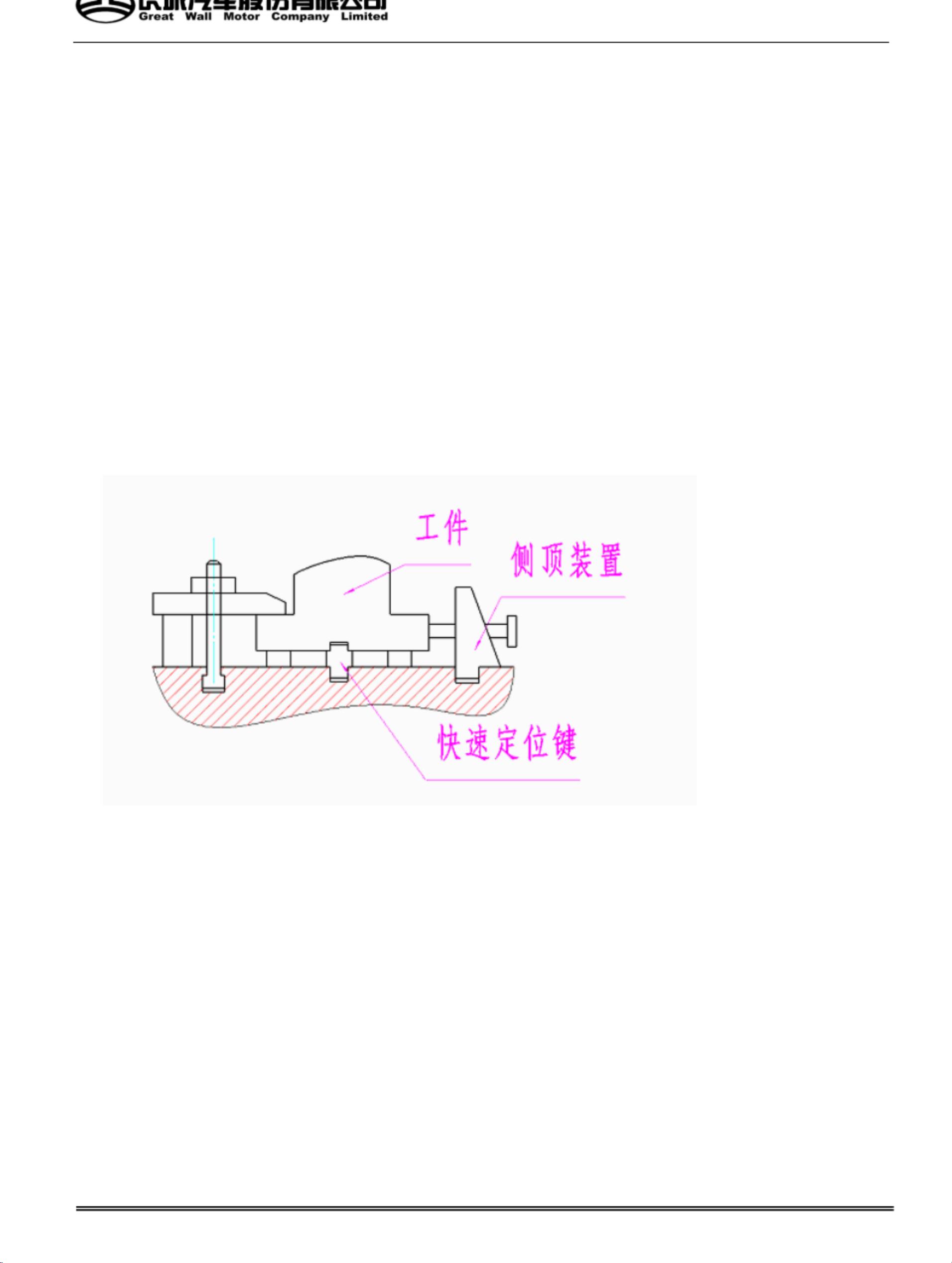
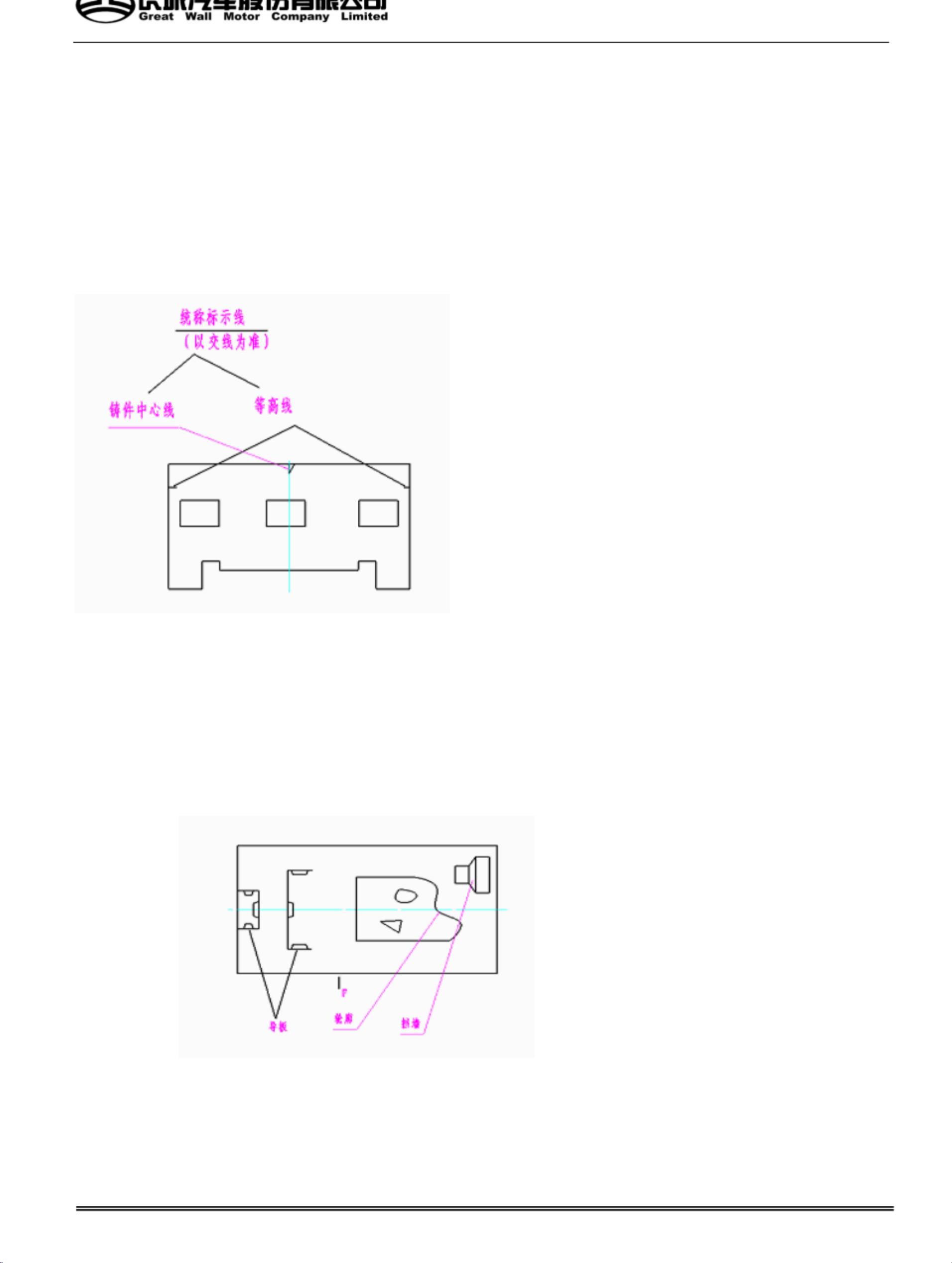
2′加工导板、型面、轮廓及重要挡墙时应充分考虑这些部分的加工余量,误差在 5mm
内可以加工。(如上图)
10.2 程序加工
1′等高分层加工件首层程序所有角度与实体工件误差为± 2mm。
2′半精加工余量为 0.15~0.2mm,型面粗加工余量为 0.8~1mm。
10.3 加工余量不够或超大不均时,应立刻向上一层人员反映并填写“异常报告” 待处理后再
加工(期间可先加工与此超差无关的部位)
11. 记录及标识
11.1 记录内容:加工工件的名称、制号、导板尺寸、定位销孔位、导柱(衬套)孔的加工公差、
基准孔基准面、与侧冲或侧整有关的位置、变更的数据、型面加工 Z 值对刀点及数据等。
11.2 记录方式: 1′在交接班本上记录
2′在所加工件上标出
3′中心销孔在孔位处打钢字标识及 Z 向对刀点标识。
12. 工艺平台及孔
1′CH 孔为φ10H7 深 15。
2′中心销孔为 φ10H7、φ12H7、φ16H7,深 20mm。
3′中心两销孔做 L 形平台有效长为 30~40mm。
4′冲头安装定位孔 φ6,深 15mm。
5′防转销孔 φ4,深 10mm。
13. 刀具选择原则
13.1 平面加工应根据平面大小选择合适端铣刀, 无干涉的平面用下直径大的盘铣刀, 有干涉的
区域加工应根据干涉高度选择稍高于干涉物的端铣刀,忌用长刀杆加工无干涉的区域。
13.2 立铣刀选择要根据加工深度切忌用长而细的刀杆加工浅部位, 轮廓加工中,若因条件限制,
使用了长刃刀具也应力求使用刀刃上部。
13.3 大余量的加工部位,应选择锥柄刀具避免刀具爬坡式加工中刀具从刀柄中拉出。
13.4 球头刀具的选择及适用
1′大直径刀具适用于粗加工,用于重中度切削 ,如 R30、R25、R20 具有主副刃的间断刃刀具。
2′小直径球刀一般作为清根使用,如 R10、R8、R6 等等。
3′球头刀具 R15、R12.5、R10 的不同选择及适用条件
13.5 刀具选择中还应针对不同的切削条件做合适的调整(加沙、气孔、高硬度等)
13.6 导板加工:小于 150mm 的导板面可采用立铣刀加工。
14. 刀具的切削参数表
15. 加工顺序原则
15.1 先粗后精的原则可贯穿于整个加工中。
15.2 型面与轮廓:先加工轮廓后加工型面。
轮廓粗加工→型面粗加工→轮廓半精加工→型面清根、精加工→轮廓精加工
15.3 斜面空位加工:先用不大于最终孔径的平底刀具窝平斜面再作孔。
15.4 凹模套、防转销孔,一般为先加工防转销孔,再加工凹模套孔。
16. 提高数控加工效率的方法
17. 认真进行交接班,填写每个加工的当班情况,于交接班记录中反映非正常现象,提出合理化
建议,员工相互鞭策,共同上进。