




基 础 资 料
( 焊 材 )

说明:
制定焊接材料消耗工艺定额标准所采用的系数为:
手工焊: G
填
(填充金属重量)= G
条/
0.5 (焊条重量);
埋弧自动焊: G
丝
(焊丝重量)=1.1 G
填
G
剂
=1.3 G
填
;
电渣焊: G
丝
=1.05 G
填
;
气焊: G
丝
=1.05 G
填
(焊铝时:G
丝
=1.3 G
填
)
氩弧焊: G
丝
=1.1 G
填
;
G
条
= 1.9 G
丝
(G
丝
为自动焊、电渣焊、气焊及氩弧焊焊丝定
额)
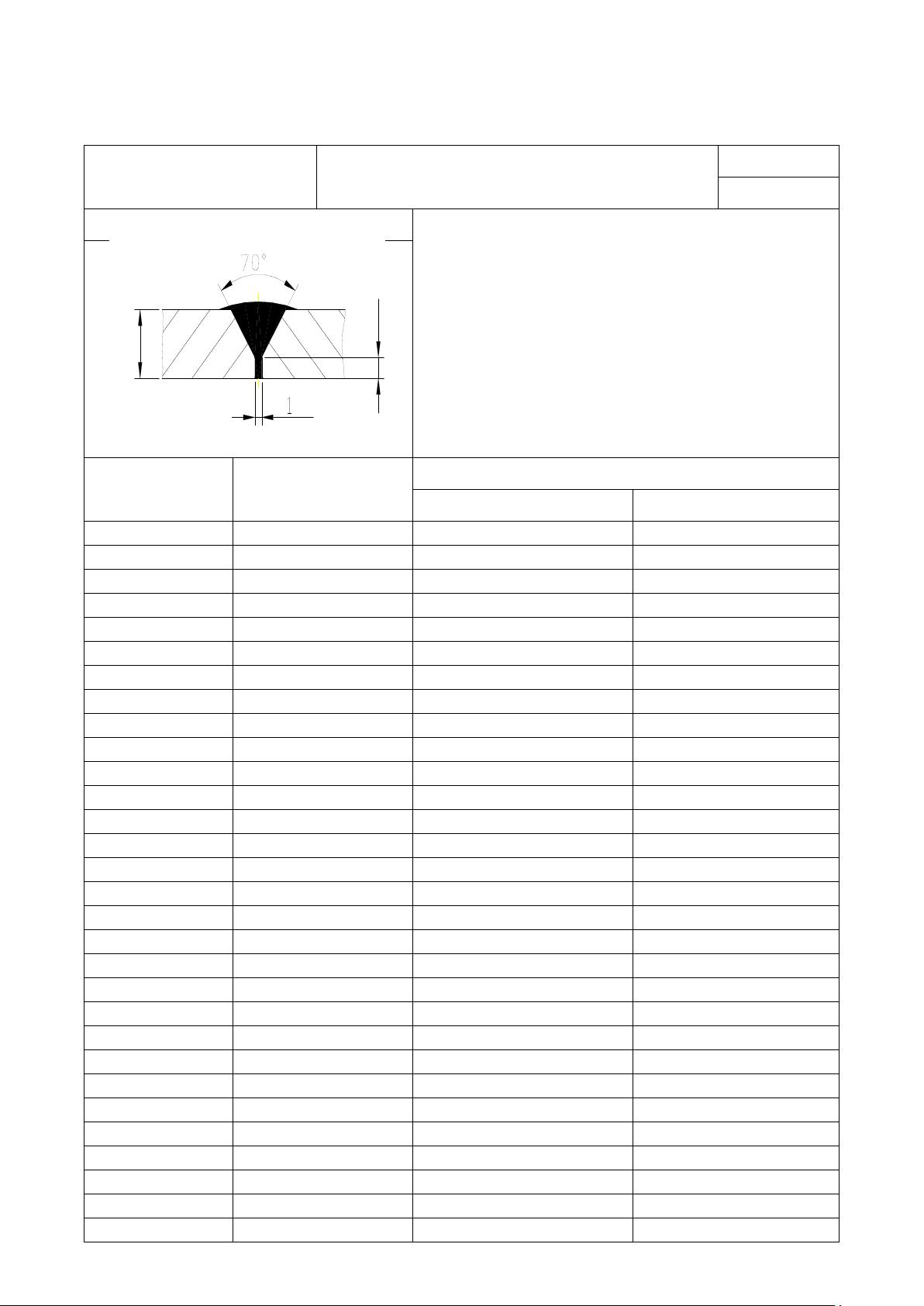
管 子 对 接 焊 缝
第 1 页
坡 口 形 式 与 焊 缝
注:
1、表中焊丝为全气焊、全手工氩弧焊定额,
2、表中焊条为手工电焊定额,
3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应
乘以 0.8。另外氩弧焊打底.焊丝按 6Kg/100 个头计算。
焊接材料消耗工艺定额 Kg / m
管 壁 厚 度
( mm )
焊 缝 截 面 积
( mm
2
)
焊 丝
焊 条
2.0
7.1
0.061
2.5
9.2
0.079
3.0
11.6
0.099
3.5
14.3
0.123
4.0
17.5
0.151
4.5
21.0
0.180
5.0
24.8
0.212
5.5
28.75
0.386
6.0
33.5
0.452
6.5
38.4
0.522
7.0
43.6
0.608
7.5
49.2
0.768
8.0
55.1
0.860
9.0
68
1.060
10.0
82
1.280
11
98
1.528
12
115.1
1.796
13
133.6
2.080
14
153.5
2.414
16
197.5
3.082
18
247.1
3.854
20
302
4.716
22
363.1
5.664
24
430.2
6.712
26
502.9
7.846
28
580.5
9.056
30
663.7
10.354
δ
-2

















