
2011年 第 39卷 第 10期
石 油 机 械
CHINA PETR0LEUM MACHINERY
应 用 技 术
钻 机 平 台 及 轨 道 梁 H 型 钢 焊 接 变 形 控 制
张 振 峰
(渤海石油装备制造有 限公 司中成装备 制造分公司)
摘要 为 了对 钻机轨道及 钻机平 台主结构 H 型钢梁焊 接 变形 的控制 ,制定 了合 理 的焊接工 艺及
措施 。具体包 括设计 方面 的措施 、气 割下料 时的措 施、 翼缘板 角 变形 的控制措 施 和焊接 工 艺和 顺序
的控制措 施。H 型钢 梁焊接 后残 余变形 的矫 正 方法包括机 械矫正和 外力矫正及 2种方 法 的综合矫
正;指 出大 型 H型钢 焊接 变形 的矫正宜采用热矫 正 ,但 一定 要 控制 加热 温度;钻 机 改造 过 程中 H
型钢焊接 必须 采用振 动时效 ,以消除钢 内的残余 应力 ,提高尺 寸稳定性及钻机移动 的安全性。
关键词 H 型钢 焊接 工艺 焊接 变 形 变形 矫 正 残 余应 力
0 引 言
渤海石油 装备 制造 有 限公 司中成 装备 制造分公
司近年来 承揽 了不 少钻机改 造项 目,其 中钻机轨道
及 钻机 平 台主结 构 为焊 接 H 型钢 梁 ,腹 板 40~50
mm,翼 缘板 50~65 mm,主 要承 受 交 变 载荷 ,焊
角尺寸一 般较 大 ,焊接 变形不易 控制 。通常需 要投
入一定 的人力 、物力和 工时进行修校 ,有时还 会造
成结构件 报废 。鉴 于此 ,中成装 备制造公 司制定 了
合理可行 的焊 接 工艺及 顺 序 ,可 有 效 防止焊 接 变
形 ,保证 项 目的顺利 进行 。
1 H 型 钢 技 术 要 求
钻机平 台改造及 钻机移 动 轨道所 用 H 型钢 的纵
向长度为 8~14 m,高度 600~700 mm。根据钻机的
使用工况和受力 特点 ,对 H型钢有 以下要求 j:
(1)型钢全 长保 留 4~6 mm钝边 开坡 口焊接 ,
焊缝等 级为一级 ;
(2) 型钢 横截 面部 分尺 寸允 差小 于 2 file;
(3) 全长 对 角线尺 寸允 差小 于 3 mm;
(3) 轨道 面上平 面 度允 差小 于 2 mm。
2 焊接 变 形控 制措 施
2.1 设计 方 面 的措 施
焊角尺 寸直接关 系到焊接 工作量和焊接变形 的
大 小。焊角 尺寸 大不仅 会增 加工 作量 ,而 且会 引起
更大的焊接变形 ,因此 在保 证结构承载能力的前 提
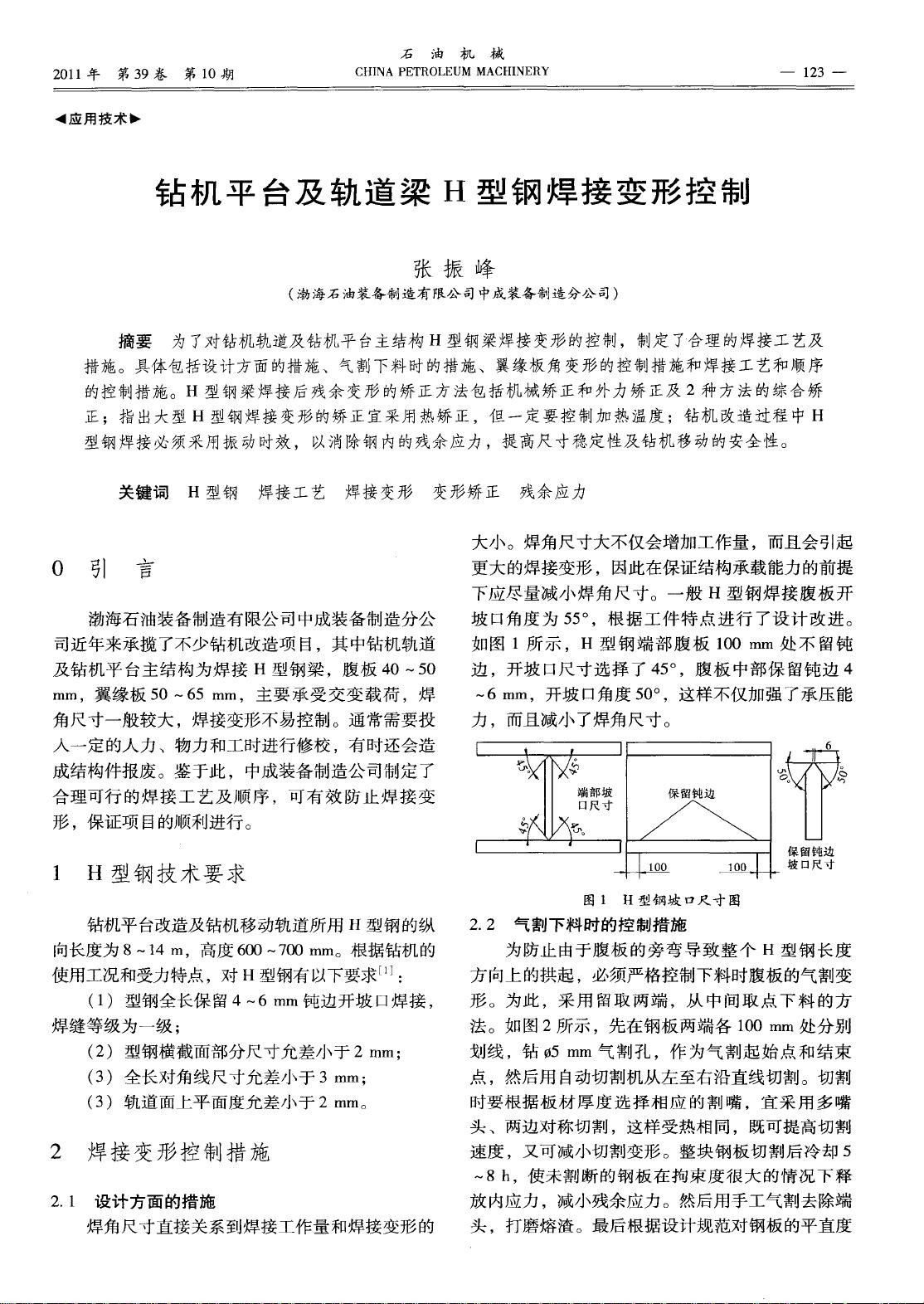
下应尽 量减小焊 角 尺寸 。一般 H 型 钢焊 接 腹板 开
坡 口角度 为 55。,根据工 件 特点 进 行了设 计 改进 。
如 图 1所 示 ,H 型 钢 端 部 腹 板 100 mm 处 不 留 钝
边 ,开坡 口尺 寸选 择 了 45。,腹板 中部 保 留钝 边 4
~
6 mm,开坡 口角度 50。,这样 不仅 加强 了承压 能
力 ,而且减小 了焊 角尺 寸 。
图 1 H 型 钢 坡 口尺 寸 图
2.2 气割 下料 时的控 制措 施
为防止 由于腹 板 的旁弯 导致 整个 H 型 钢长 度
方 向上 的拱 起 ,必须 严格 控制 下料 时腹 板 的气 割变
形 。为此 ,采 用 留取 两 端 ,从 中 间取 点 下 料 的方
法。如 图 2所示 ,先在 钢板两端 各 100 mm处 分 别
划线 ,钻 5 mm气 割孑L,作为气割起始点和结束
点 ,然后用 自动切 割 机从左 至 右沿直 线切 割。切割
时 要根 据板 材 厚 度 选 择 相 应 的 割 嘴 ,宜 采 用 多 嘴
头 、两 边对 称切 割 ,这样 受热 相 同 ,既 可提高 切割
速 度 ,又可 减小 切割 变形 。整 块 钢板 切 割 后 冷却 5
~
8 h,使 未割 断 的钢 板在 拘束 度 很 大 的情 况 下 释
放 内应力 ,减小 残余应力 。然后用 手工 气割去 除端
头 ,打磨熔 渣 。最后 根据 设计 规范 对钢 板 的平 直 度
资源评论


制冷技术咨询与服务
- 粉丝: 4062
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 基于区块链的乳制品溯源系统文档+源码+全部资料+高分项目.zip
- 基于区块链技术之可溯源珠宝电商平台文档+源码+全部资料+高分项目.zip
- 基于区块链的药品溯源系统(学习开发中)文档+源码+全部资料+高分项目.zip
- 基于事件驱动+事件溯源+Saga的微服务示例文档+源码+全部资料+高分项目.zip
- 基于使用Axon框架基于DDD领域驱动设计、CQRS读写分离和事件溯源来实现货物运输系统文档+源码+全部资料+高分项目.zip
- 基于若依后台管理系统的代码溯源系统文档+源码+全部资料+高分项目.zip
- 基于以太坊 Solidity 语言开发秒钛坊区块链智能合约致辞供应链金融信贷周期全流程溯源文档+源码+全部资料+高分项目.zip
- 基于事件溯源基于事件回溯的高性能架构,例如:秒杀、抢红包、12306卖票等,实现cqrs最复杂的模型, 通过事件是追加的特性,然后结合事件批量提交的手段,避免在
- Visual Studio Code中的IntelliSense功能详解.pdf
- 基于溯源图的入侵威胁检测相关论文及阅读笔记文档+源码+全部资料+高分项目.zip
- Keil C51 插件 检测所有if语句
- 基于优雅的Laravel框架开发咖啡壶是一个免费、开源、高效且漂亮的资产管理平台。资产管理、归属使用者追溯、盘点以及可靠的服务器状态管理面板文档+源码+全部资料+高分项目.zip
- 基于云链聚合的隐私保护数据共享与溯源平台文档+源码+全部资料+高分项目.zip
- 各种排序算法java实现的源代码.zip
- java考试题目总132
- 用c语言实现各种排序算法
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


