
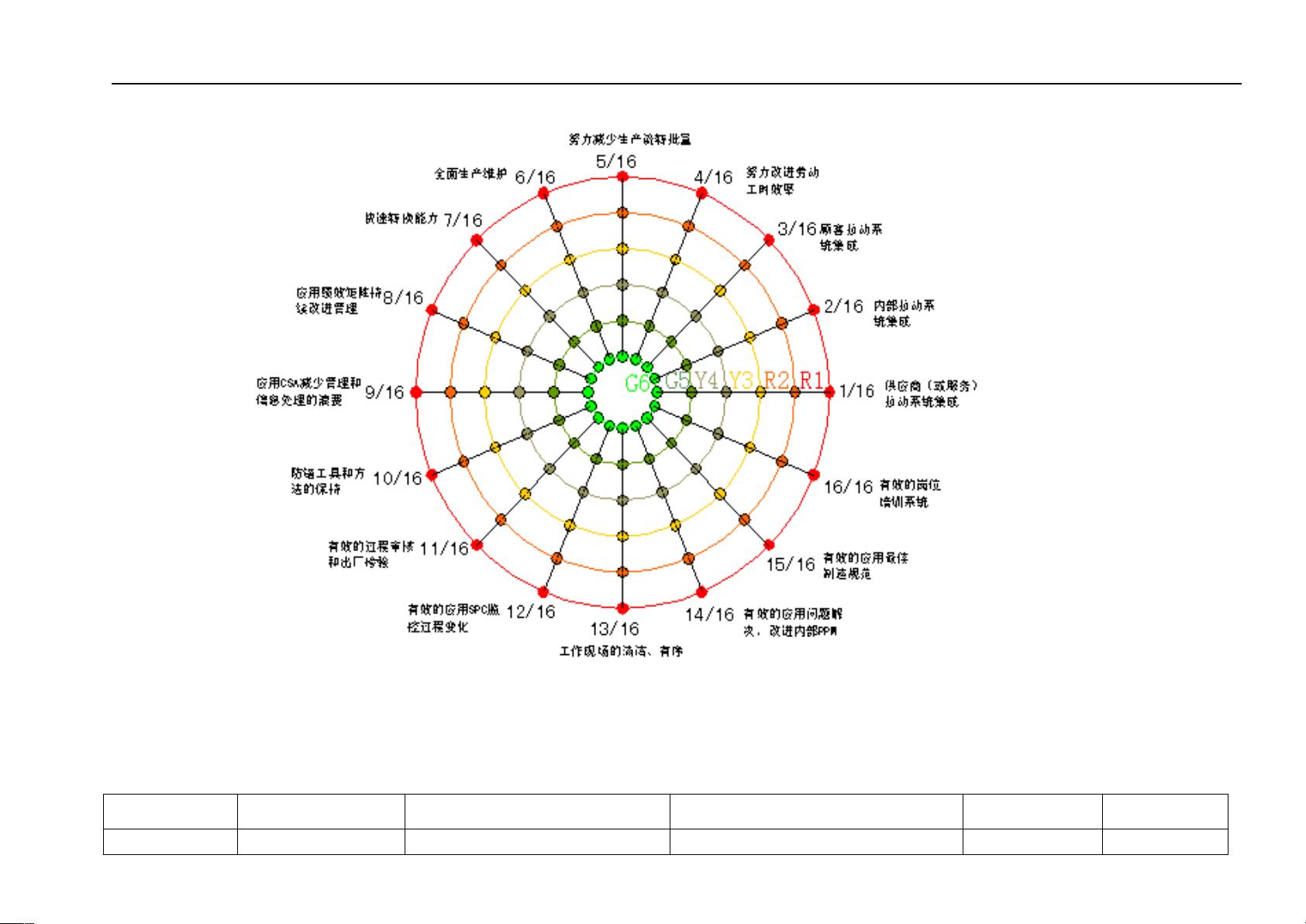
精益生产实施与评价矩阵
目的与适用围:
用于指导与评价企业实施精益生产方面的工作,共分 16 个分项。红色预示企业处于危险境地,绿色代表企业富有竞争力。随着工作的不断深入,评价得分点将趋
近于靶心中的绿色区域。
1 / 11
剩余10页未读,继续阅读
资源评论


huayuya123
- 粉丝: 27
- 资源: 31万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 泰坦尼克号幸存者预测Python代码&数据集全套(高分项目).zip
- 泰坦尼克号幸存者预测Python代码&数据集全套.zip
- linux 入门学习,详尽介绍
- arrch64 下编译opencv470+contrib-release
- CCleaner Professional 系统C盘清理垃圾的好工具-免费
- 简易手写汉字表.pdf
- kuka C2机器人和台达AS系列PLC做DEVICENET通讯配置
- 智慧物联网系统发展战略研究
- 智能桌面宠物完整资料.zip
- 东方通(tongweb)基本使用开发部署流程
- 数据结构课程设计-停车场管理系统(C++源码)
- WebGIS技术面试指南:常见问题解析及应用实例分享
- 安卓游戏-Android studio拼图游戏项目源码+说明(高分项目).zip
- 安卓游戏-Android studio拼图游戏项目源码+说明(高分期末大作业)
- 广州市地图卫星图高清版全图
- UE与网页交互的WebUI插件和像素流插件发参收参写法
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


