数控技术实验指导书.doc
版权申诉
117 浏览量
2021-10-04
22:16:31
上传
评论
收藏 7.16MB DOC 举报


.
数控加工仿真系统操作实验指导书
课程编号:02000560
课程名称:数控技术
实验一 数控加工仿真系统操作实验
一、实验目的
本实验是在学完“数控技术”数控编程一章之后所进行的 4 个学时操作演示实验,其目
的是使学生通过这种数控加工仿真系统软件的操作,掌握车、铣削类零件的数控加工工艺
与数控编程的特点,完成编写一个零件的实际加工程序与在数控机床上仿真加工。
二、实验的主要容
1、机床坐标回零;
2、定义毛坯、安装夹具、选择刀具;
3、对刀、刀补设置;
4、数控程序的导入;
5、加工;
三、实验设备和工具
正版数控加工仿真软件与计算机。
四、实验原理
三维动态模拟加工原理。
五、实验方法和步骤
见附件一(铣削)、附件一(车削)。
六、实验报告主要容与要求
1、程序与程序说明;
2、切削用量的确定;
3、刀具轨迹图(在计算机上);
4、在计算机上演示模拟加工。
七、实验注意事项
程序文件存放在:G*+学号+零件号,注学号零件号均取两位数。
附件一 实验指导书
数控加工仿真系统操作步骤(铣削加工)
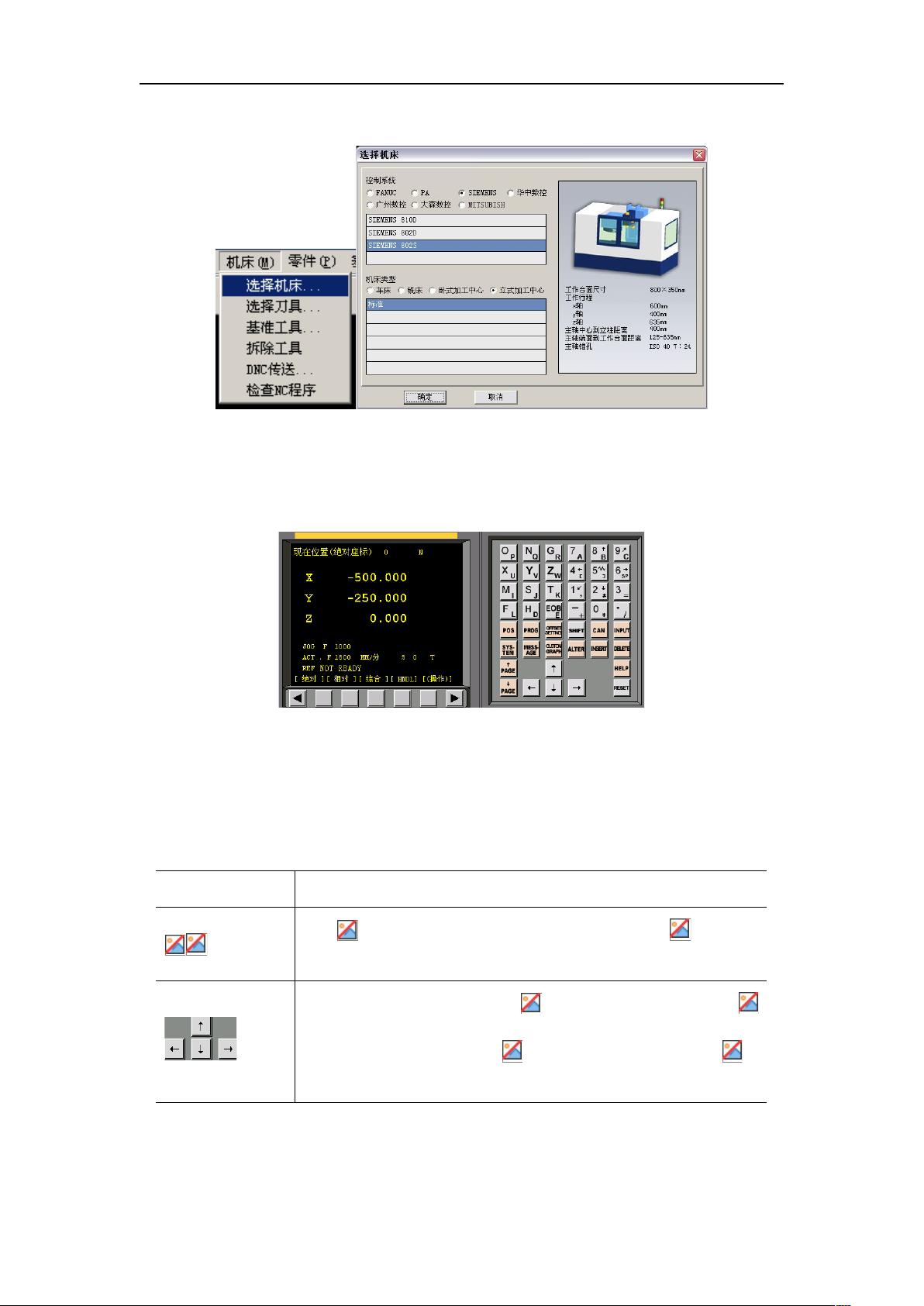
1、选择机床类型,在菜单里选择相应机床,确定按钮。
打开菜单“机床/选择机床…”,在选择机床对话框中选择控制系统类型和相应的机床并
按确定按钮,此时界面如图 1-1-1 所示。
1 / 30

剩余29页未读,继续阅读
资源评论


huayuya123
- 粉丝: 26
- 资源: 31万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











