文档标题和描述提到的是关于"M70绝对位置设置说明"的内容,主要涉及数控机床中M70绝对位置控制的参数设定和操作步骤。这个过程对于确保机床能够在无需每次开机都回归机械原点的情况下准确执行程序至关重要。以下是详细的解释:
### 1. 参数设定
在M70绝对位置控制中,有三个关键参数需要设定:
- **参数#2217.7**:此参数设定为1,意味着绝对位置控制有效。当这个参数设置好后,机床在启动时不再需要执行归零动作,可以直接运行预先编写的程序。若未设置,启动程序时可能会触发ALARM 1010报警。
- **参数#6401.0**:该参数可能涉及到绝对位置检测的方式,但具体作用在提供的内容中未明确,通常可能与位置检测的精度或方式有关。
- **参数#2049**:设定值为2,表明绝对位置检测方式被设置为基准点调整方式。这种方式允许用户自定义工作台的机械原点。
### 2. 设置步骤
设置M70绝对位置控制的步骤如下:
1. **设定绝对位置检测方式**:将参数#2049设置为2,表示采用基准点调整方式。
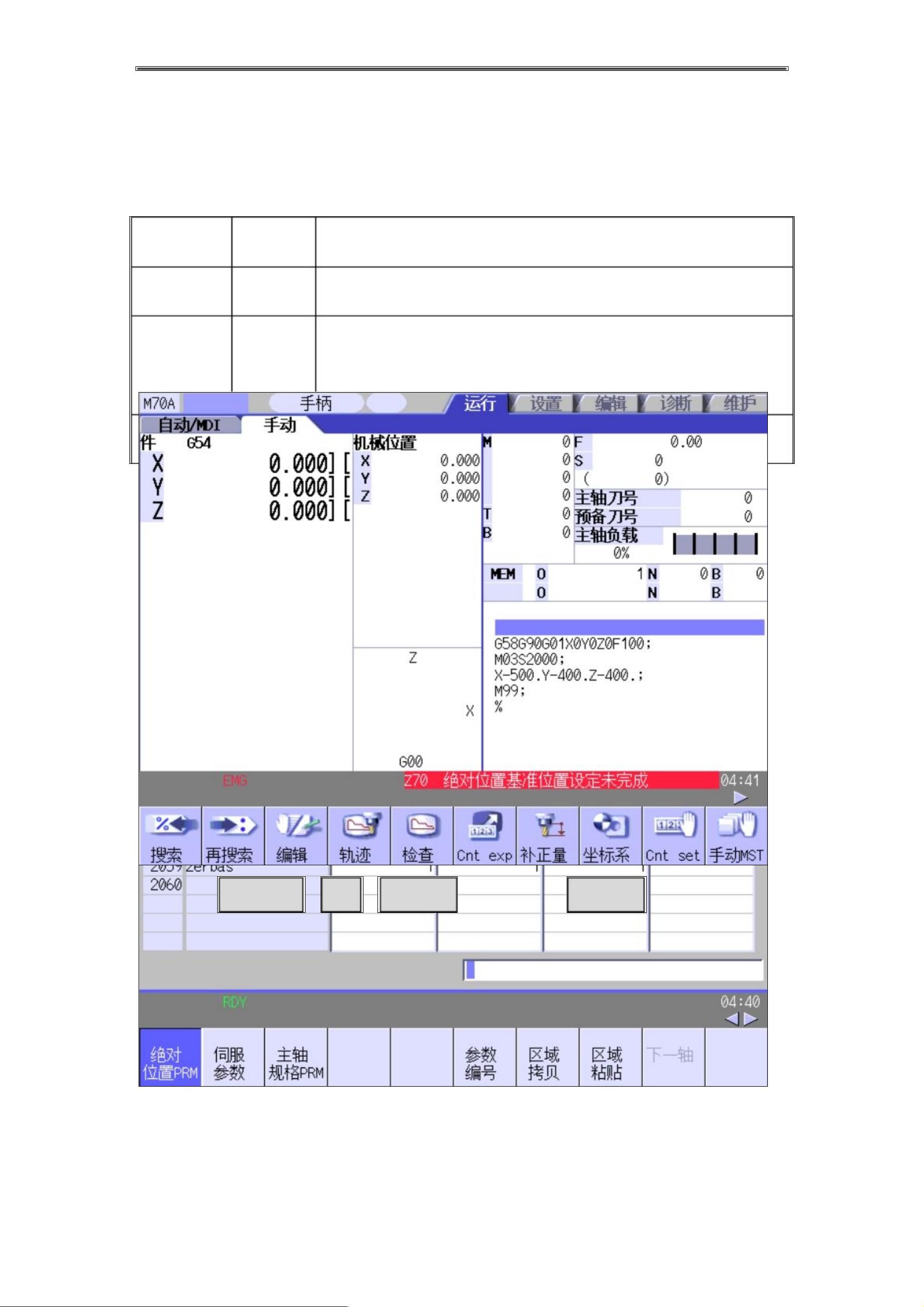
2. **伺服与NC断电重启**:关闭伺服驱动和数控系统电源,然后重新上电,系统可能出现Z70报警,这是正常现象,用于提示进入绝对位置设定模式。
3. **进入绝对位置设定界面**:通过MAINTEN—维护—密码输入—输入密码—绝对位置的路径进入设定界面。
4. **设定各轴原点**:将每个轴移动到期望的原点位置。例如,对Z轴的设定包括:
- 将绝对位置设定设为1。
- 设定基准点为1。
- 设定原点值,并移动轴使得机械位置与设定的机械端值相等。
5. **完成设定**:所有轴(例如XYZ三轴)设定完成后,Z70报警将消失,表明绝对位置设定完成。
6. **NC启动**:重新启动NC系统,机床现在将以设定的绝对位置开始运行程序。
注意,在进行绝对位置设定时,务必确保急停状态已解除,否则无法进行设置。同时,参数修改后需断电重启以使更改生效。
通过这些步骤,用户能够准确地设置和校准数控机床的绝对位置控制系统,从而提高生产效率和加工精度。在实际操作中,应严格遵循安全规程,并根据具体的机床型号和控制系统查阅详细的用户手册以获取更准确的操作指导。







评论0
最新资源