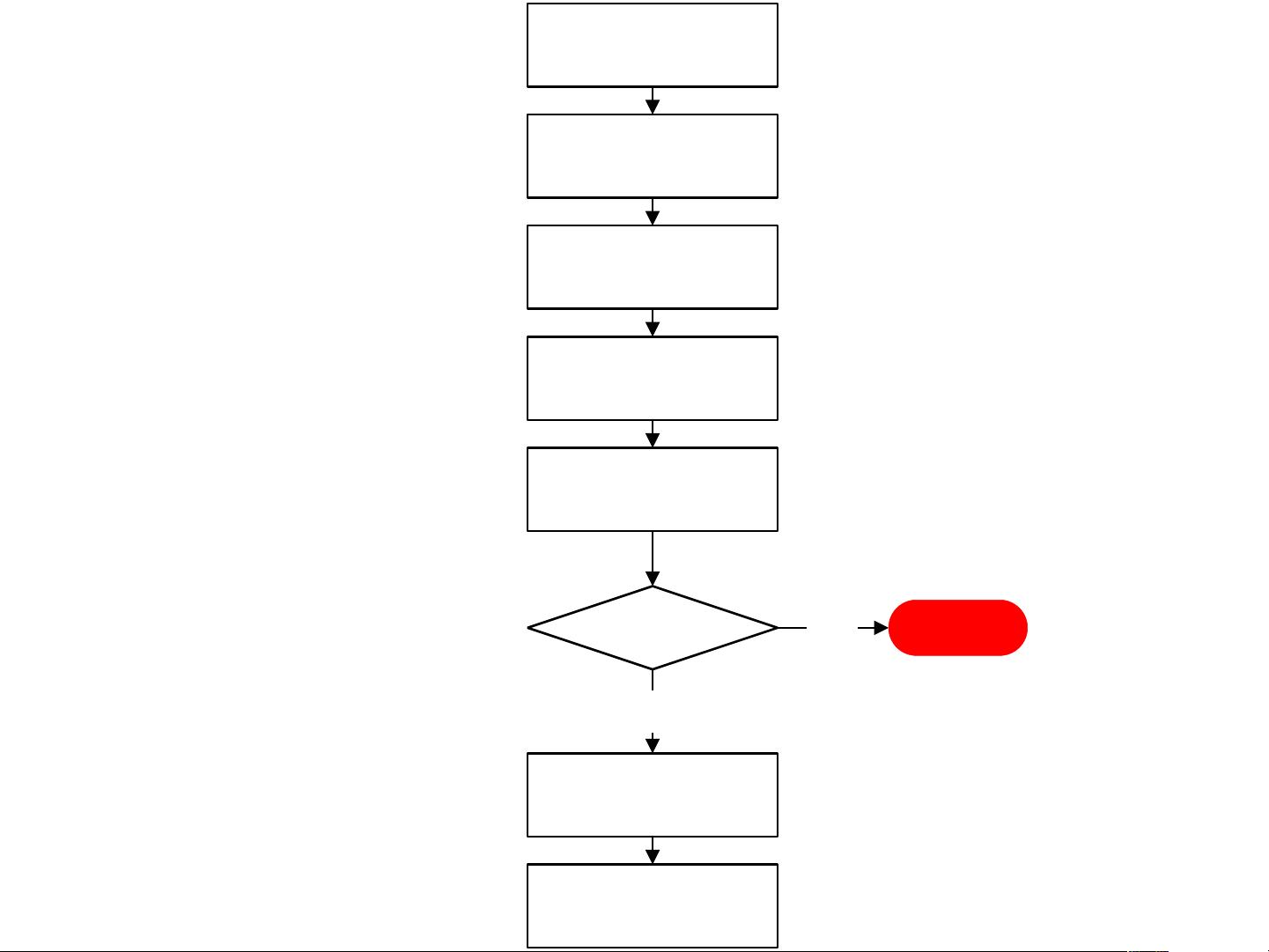
1 确定受控质量特性
即明确控制对象。一般应选择可以计量 ( 或计数 ) 、技术上
可控、对产品质量影响大的关键部位、关键工序的关键质量特
性进行控制。
2 选定控制图种类
3 收集预备数据
4 计算控制界限
各种控制图控制界限的计算方法及计算公式不同,但其计算
步骤一般为:
(1) 计算各样本参数 ( 见表3) ;
(2) 计算分析用控制图控制线 ( 见表 4) 。
5 作分析用控制图并判断工序是否处于稳定状态
6 与规格比较,确定控制用控制图
7 应用控制图控制工序
控制用控制图制好后,即可用它控制工序,使生产过程保持
在正常状态。
4