1.0
T
P
t
P
T
L
t
L
T
S
(max)
预热区
临界区
Time
9
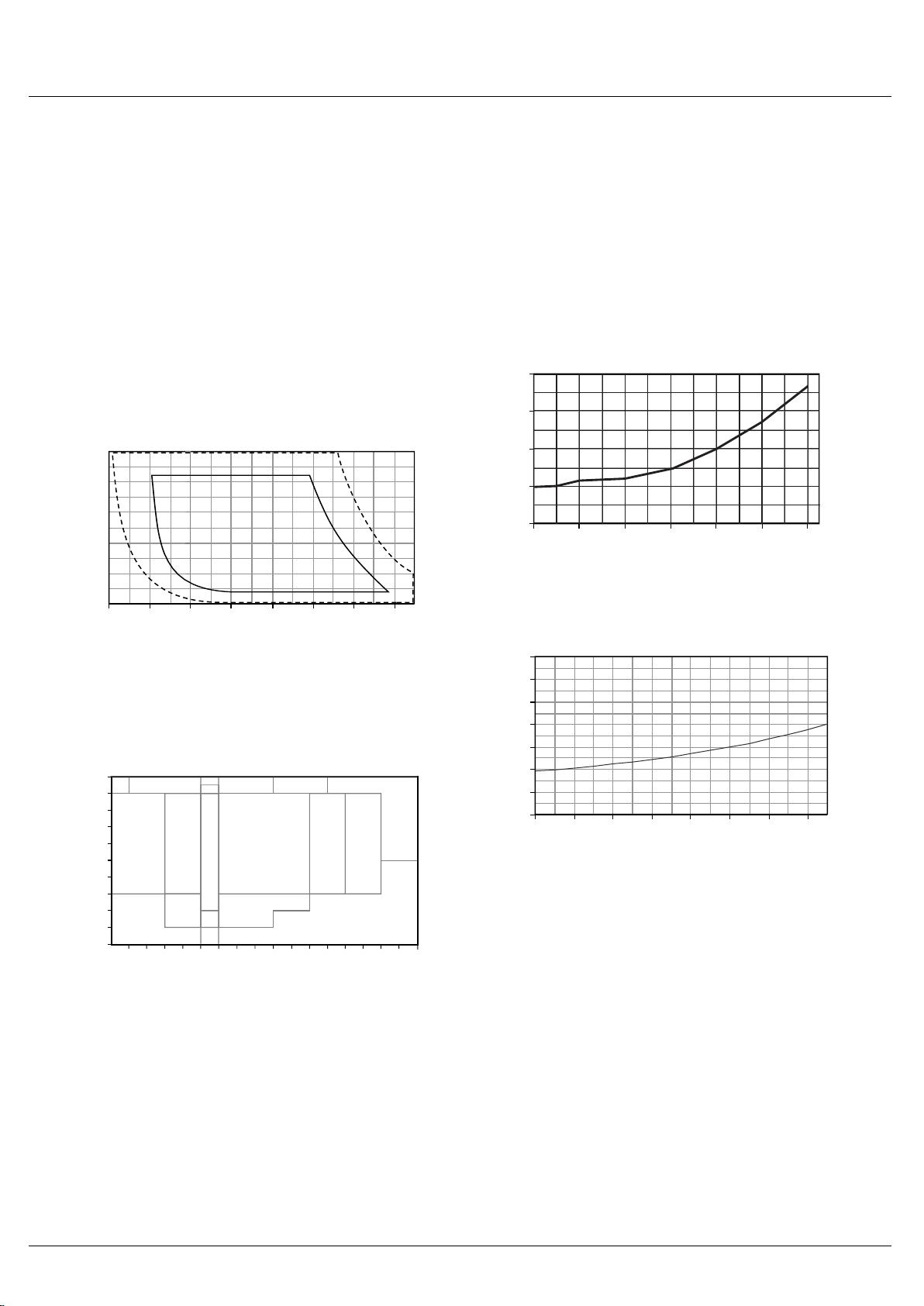
焊锡的类型与焊锡内部粒子的尺寸有关。Type 3 尺寸范围为
25
–
45 µ m 粉末 。
温度
2 应用信息
7
接 触 面 是 指 P C B 上 的 金 属 层 , 焊 接 S M D 焊 盘 的 地 方 。
8
阻焊层是指 PCB 顶层覆盖在连接线上的绝缘层。
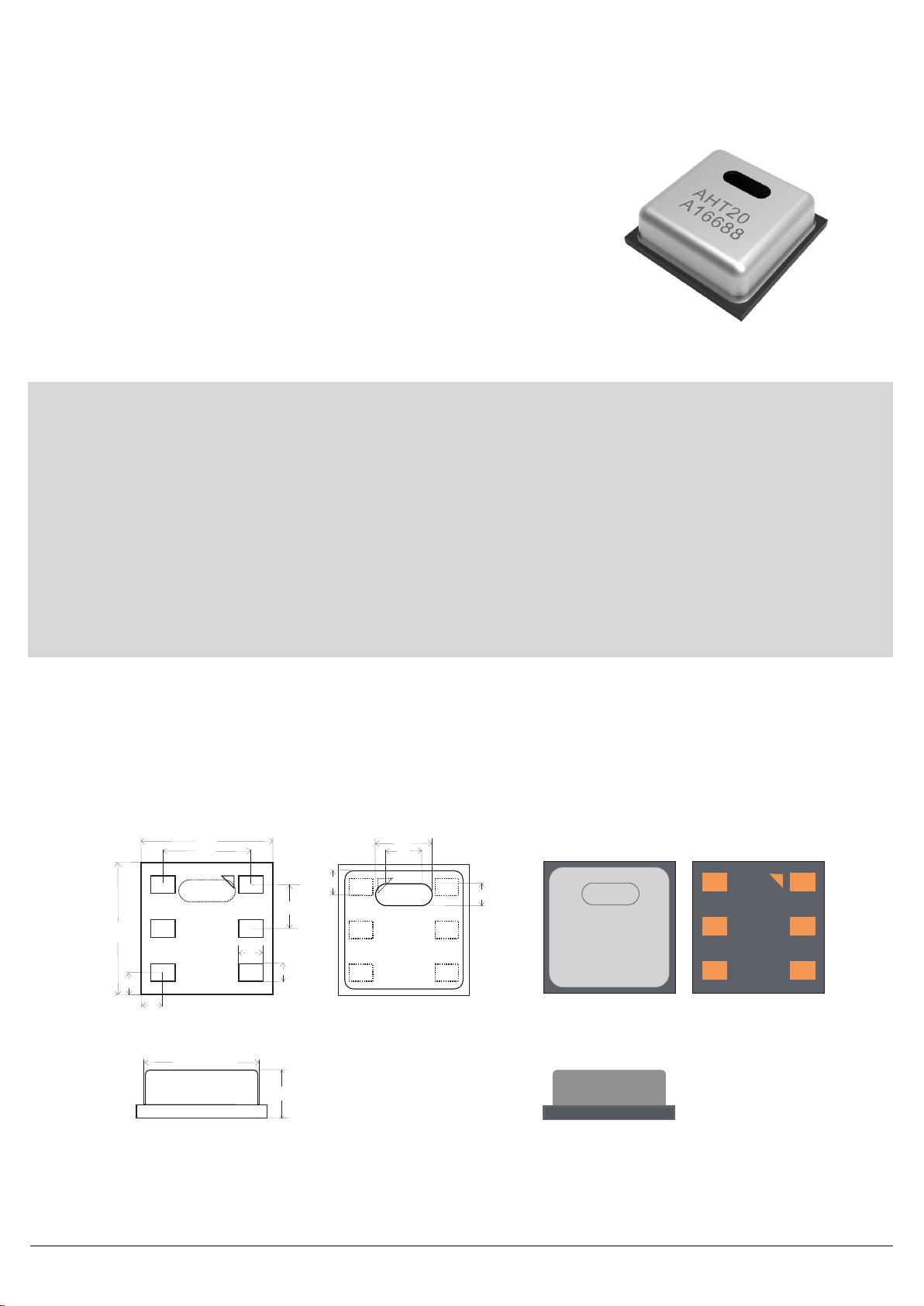
SMD的I/O焊盘由铜引线框架平面基板制成,
除这些焊盘暴露于外面, 用于机械和电路
连接。使用时,I/O焊盘与裸焊盘都需要焊
接在PCB上。为防止氧化和优化焊接,传感
器底部的焊点镀有Ni/Au。
7
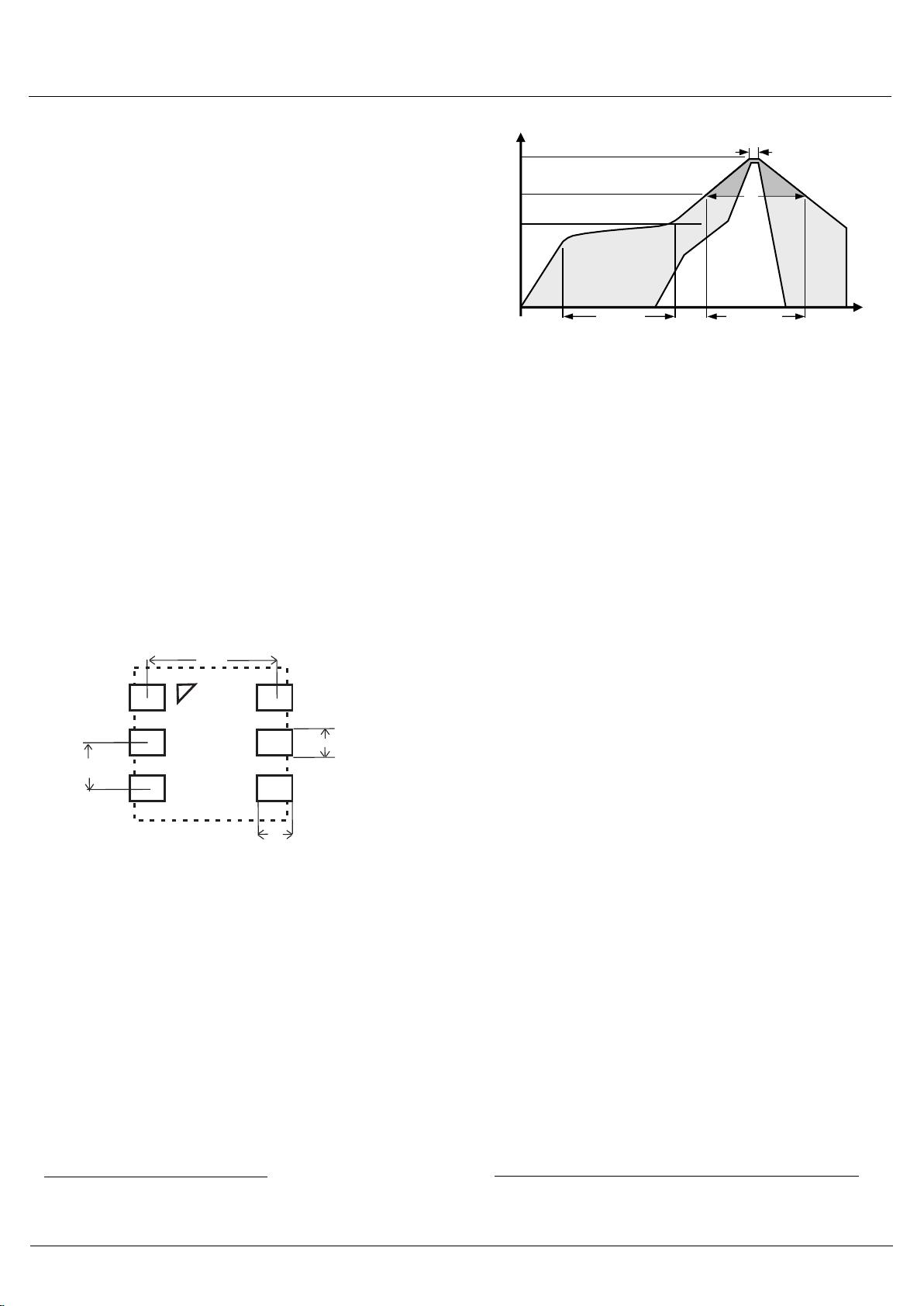
在PCB上,I/O接触面长度 应比AHT20的I/O
封装焊盘大0.2~0.3mm,宽度应比封装焊盘
大0.1~0.2mm,靠内侧的部分要与I/O焊盘的
形状匹配,引脚宽度与SMD封装焊盘宽度比
为1:1,见图8。
8
对于网板和阻焊层设计 ,建议采用阻焊层
开口大于金属焊盘的铜箔定义焊盘(SMD)。
对于SMD焊盘,如果铜箔焊盘和阻焊层之间
的空隙为60µm-75µm,阻焊层开口尺寸应该
大于焊盘尺寸120µm-150µm。封装焊盘的方
形部分要匹配相应的方形的阻焊层开口,
以保证有足够的阻焊层区域 (尤其在拐角
处) 防止焊锡交汇。每一个焊盘都要有自
己的阻焊层开口,在相邻的焊盘周围形成
阻焊层网络。
图8 推荐AHT20 PCB设 计 尺 寸 ( 单 位 :mm) , 外 围
虚线部分为SMD封装 外 部 尺 寸 。
关于焊锡印刷,推荐使用带有电子抛光梯
形墙的激光切割的不锈钢网,建议钢网厚
度 0.125mm。对于焊盘部分的钢网尺寸须
比PCB焊盘长0.1mm,且放置于离封装中心
区0.1mm位置。裸焊盘的钢网要覆盖70%-
90% 的焊盘区域—也就是在散热区域的中
心位置达到1.4mmx2.3mm。
由于SMD的贴装高度较低,建议使用免清洗
9
type 3焊锡 ,且在回流时用氮净化。
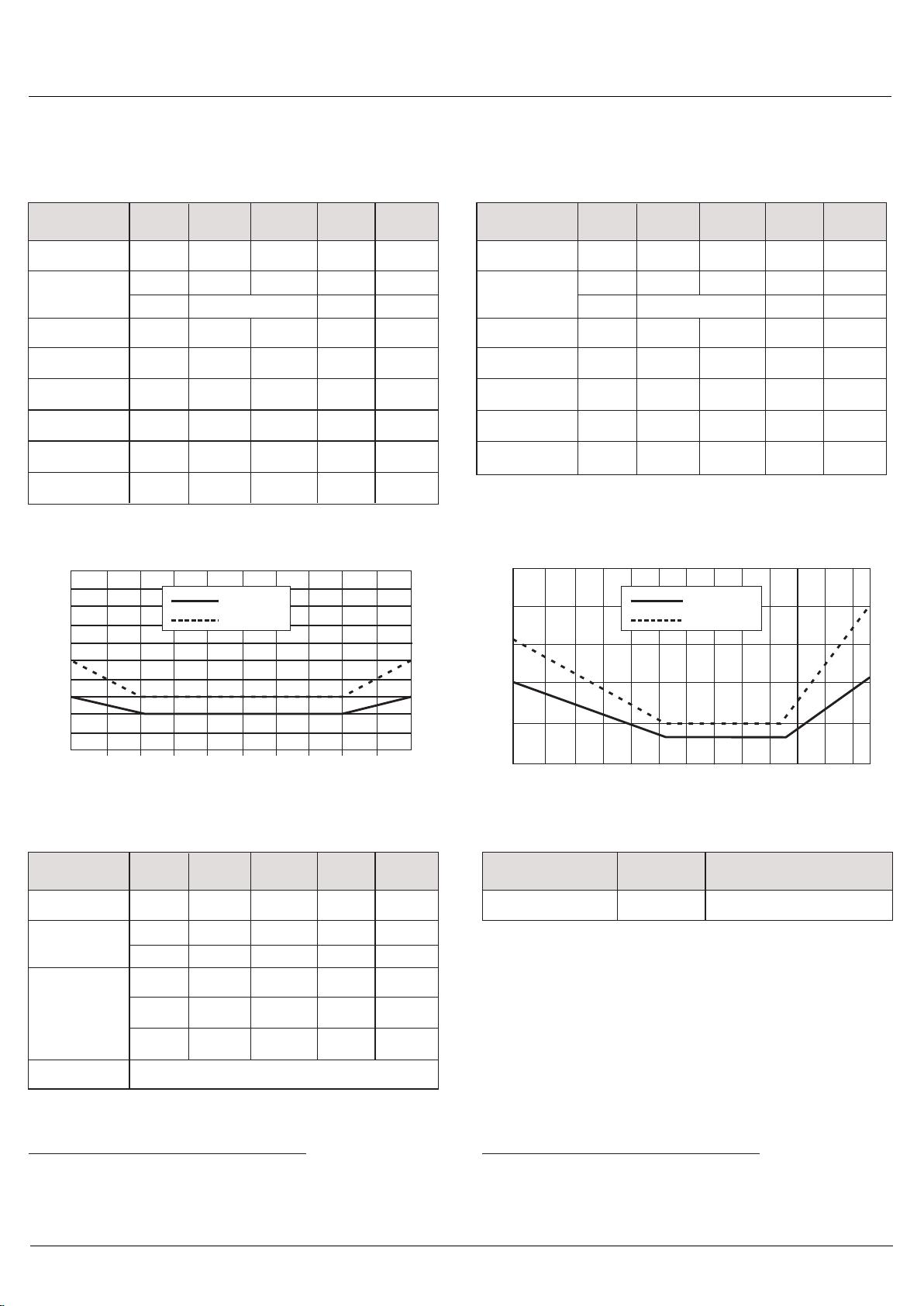
请使用标准的回流焊炉对AHT20进行焊接,
传感器符合IPC/JEDEC J-STD-020D 焊接
标准,回流焊最佳使用温度低于200℃,能
承受的极限焊接温度是260℃,应注意的是
在最高260℃温度下,接触时间应小于30秒
(见图9)。传感器能承受的极限焊接温度是
260℃,因此建议在回流焊焊接时使用低温
180℃。
注意: 回流焊焊接后,需将传感器在>75%RH
的环境下存放至少24小时,以保证聚合物的
重新水合。否则将导致传感器读数漂移。也
可以将传感器放置在自然环境(>40%RH)下
5天以上,使其重新水合。使用低温回流焊
(比如:180℃)可以减少水合时间。
焊接后不允许冲洗电路板。所以建议客户使
用“免洗”型焊锡膏。如果将传感器应用于
腐蚀性气体中或有冷凝水产生(如:高湿环
境),引脚焊盘与PCB 都需要密封(如:使
用敷形涂料)以避免接触不良或短路。
2.2 存储条件和操作说明
湿度灵敏度等级(MSL)为 1,依据
IPC/JEDEC J-STD-020 标准。因此,建议
在出货后一年内使用。
湿度传感器不是普通的电子元器件,需要仔
细防护,这一点用户必须重视。长期暴露在
高浓度的化学蒸汽中将会致使传感器的读数
产生漂移。因此建议将传感器存放于原包装
包括密封的ESD口袋,并且符合以下条件:
温度范围10℃-50℃(在有限时间内 0-85℃);
湿度为20-60%RH(没有 ESD 封装的传感器)。
ASAIR
®
图 9 JEDEC 标准的焊接过程图,Tp<=260℃,tp<30sec,无铅焊
接。TL<220℃,tl<150sec,焊接时温度上升和下降的速度
应<5℃/sec。
2.1 焊接说明
AH T2 0 产品手 册
4/11
2.0
0.5
0.8
Top view
www.aosong.co m 广 州 奥 松 电 子 有 限 公 司 联 系 方 式:400-630-5378 版:V1.2