




1
摘要
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生
的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,
因为效率、质量是先进制造技术的主体。高速、高精加工技术可极大的提高
效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。车削除
了可以加工金属材料外,还可以加工木材、塑料、橡胶、尼龙等非金属材料。
因此,数控车削技术在整个机械加工行业占据着不可替代的作用,数控技术
的发展也带动了整个机械行业快速的发展,为我们的生活创造了更多的价值。
此次设计主要是介绍运用数控机床来加工宝塔工艺品零件的整个工艺过
程及其工艺分析,即从毛坯到所加工零件这一过程中的工艺及其相应的工艺
分析,故此设计便以这一过程而展开设计,从而完成此次设计任务。
关键词:加工工艺 轴类零件 刀具选择 数控编程

2
Abstract
Expands unceasingly along with the development of NC technology and
application field, some of the major industries of the NC machining technology
ofbeneficial to the people's livelihood (IT, automobile, light industry, medical and
so on) plays a more and more important role in the development, because
theefficiency, quality is the subject of advanced manufacturing technology. High
speed, high precision processing technology can greatly improve
efficiency,improve product quality and grade, shorten the production cycle and
improve the market competitive ability. Turning in addition to metallic materials
processing,can also be processed wood, plastic, rubber, nylon and other
non-metallic materials. Therefore, CNC turning technology plays an irreplaceable
role in themechanical processing industry, the development of numerical control
technologyhas also led to the rapid development of the whole machinery
industry, and create more value for our life.
This design is mainly introduced and process analysis of the whole process
usingCNC processing pagoda crafts parts, namely from blank to process this
processparts and corresponding processing analysis, so the design of
this process withthe launch of the design, so as to complete the design task.
Keywords: process of shaft parts tool selection of NC programming

3
目录
摘要 ...........................................................................................................................................1
Abstract .....................................................................................................................................2
第一章 数控机床的概况 .........................................................................................................4
1. 数控机床的产生与发展..............................................................................................4
第二章 零件图分析 ...............................................................................................................6
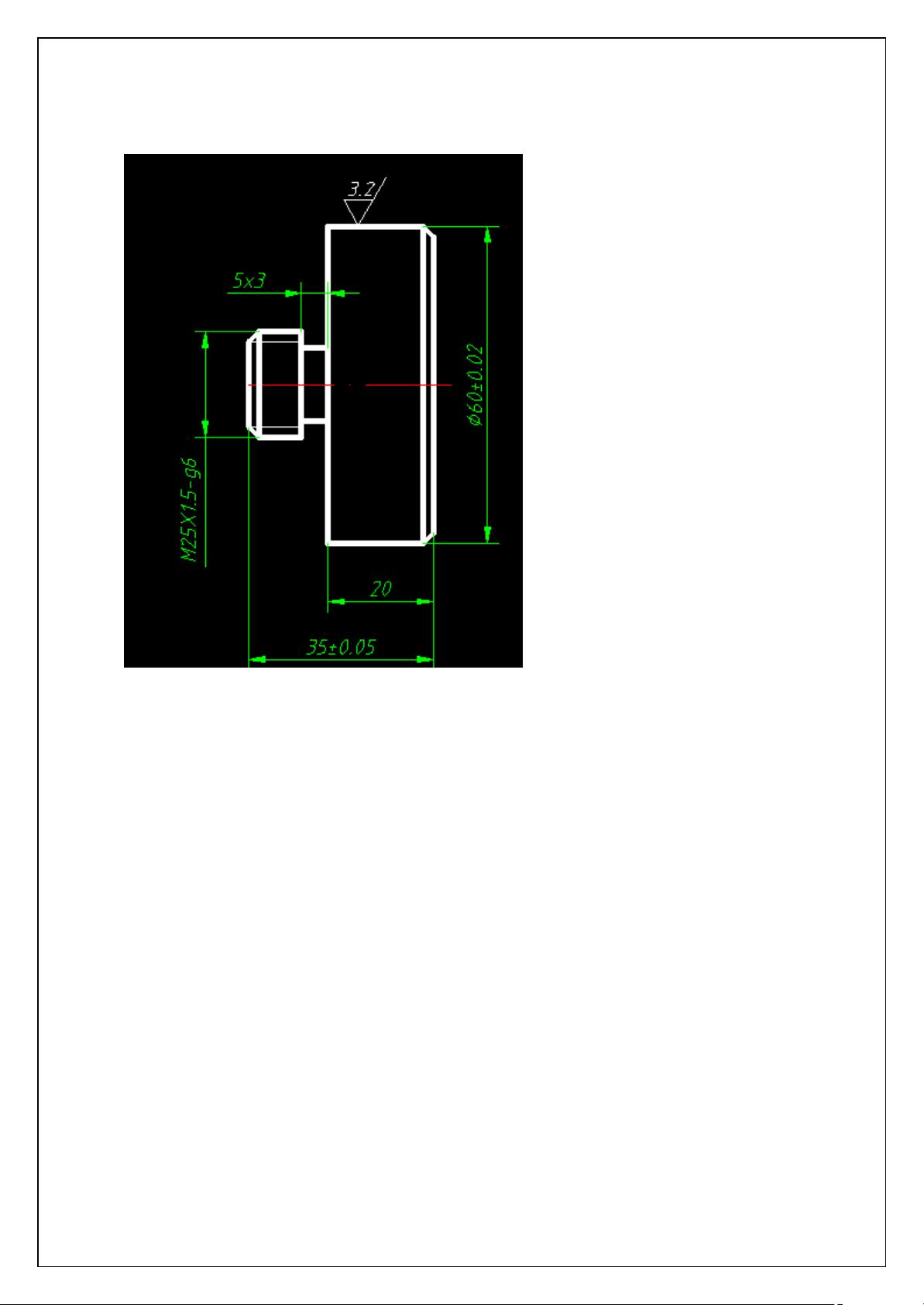
1.零件图纸 .......................................................................................................................6
2.零件图的结构工艺性分析............................................................................................7
3.零件的形状分析 ...........................................................................................................7
4.零件的形位公差分析 ...................................................................................................7
第三章 零件加工工艺设计 .....................................................................................................8
3.1 材料的选择 ................................................................................................................8
3.2 加工机床的选择 .......................................................................................................9
3.3 定位基准的选择 .....................................................................................................10
3.4 加工方法的选择 ......................................................................................................11
第四章 加工前的准备 .....................................................................................................14
4.1 夹具的选择 ..............................................................................................................14
4.2 刀具的选择 ..............................................................................................................14
4.3 量具的正确选择 ......................................................................................................16
4.4 毛坯尺寸的选择 ......................................................................................................17
第五章 数控编程 .............................................................................................................17
5.1 螺纹指令 ..................................................................................................................17
5.2 螺纹切槽加工程序 ..................................................................................................19
第六章 数控仿真与校正 .......................................................................................................22
致谢 .........................................................................................................................................25
参考文献 .................................................................................................................................26
附录 .........................................................................................................................................27

4
第一章 数控机床的概况
数控技术的广泛应用给传统制造业的生产方式、产品结构、产业结构带
来深刻的变化,也给传统的机械、机电专业的人才带来新的机遇和挑战。
随着我国综合国力的进一步加强和加入世贸组织,我国经济全面与国际
接轨,并逐步成为全球制造中心,大批跨国企业抢先登陆,高起点技建厂,
我国企业广泛应用现代数控技术参与国际竞争。目前我国制造业进入了一个
空前蓬勃发展的新时期,这必然造成数控专业的技术人才的短缺,所以培养
现代数控技术人才成为普遍关注的热点。
数控技术是制造业实现自动化、集成化的基础,是提高产品质量、提高
劳动生产率必不可少的物资手段。专家们预言“二十一世纪机械制造业是竞争
的时代,其实质是数控技术的竞争”。
1. 数控机床的产生与发展
数控机床的产生与发展随着科学技术的发展, 数控车床产品日趋复
杂化和精密化. 更新换代也越来越频繁. 个 性化的需求使得生产类型由大
批、大量向多品种、小批里生产转换,这样相应地对数控车 床产品加工的精
度、效率、柔性及自动化等提出了越来越高的要求。 数控车床等机械行业
传统、典型的加工方式主要有三种:
( 1 )采用普通通用机床的单件、小批生产。由技术工人手工操作控制机
床,工艺参 数基本由操作工人确定,生产效率低,产品质量不稳定.特别是
一些复杂的零件加工,需 依赖靠模或借助画线和样板等手工操作的方法进行
加工,加上效率和精度受到很大限制。
( 2 )采用通用的机械自动化机床(如凸轮自动车床)的大批童生产.以
专用凸轮、 靠模等实体零件作为加工工艺、控制信息的载体来控制机床的自
动运行。若产品更新,则 需设计、更换或调整相应的信息载体零件,因此需
要较长的准备周期,仅适用于大批量简 单零件标准件类的加工。
( 3 )采用组合专用机床及其自动线的大批量生产一般以系列化的通用部
件和专用化 夹具、多轴箱体等组成主机本体.采用 PLC 实现自动或半自动控
制.其加工工艺内容及参 数在设备设计时就严格规定.使用中一般很难也很

5
少更改.这种自动化高效设备需要较大 的初期投资和较长的生产准备周期,
只有在大批量生产条件下才会产生显著的经济效益。 显然二 L 述三种加工方
式对于当前机械制造业中占机械加工总量 70 %至 80 %的单件小批 量生产的
零件很难适应。 为 r 解决上述问题,满足多品种、小批量、复杂、高精度零
件的自动化生产要求.迫切需 要一种通用、灵活、能够适应产品频繁变化的
柔性自动化机床. 以计算机技术为依托,1952 年美国帕森斯(Parsons)公
司和麻省理工学院(MIT )合作, 研制成功了世界上第一台以数字计算机为
基础的数字控制三坐标直线插补铣床,从而使得 机械制造业进人了一个崭新
时代。 第一台数控机床问世以来,随着微电子技术、白动控制技术和精密测
量技术的发展,数控 技术也得到了迅速发展.先后经历了
电子份(1952 年)、晶体管(1959 年)、小规模集 成电路( 1965 年)、大规
模集成电路及小型计算机(1970 年)和微处理机[或微型计算 机(l 974
年)〕等五代数控系统。 前几代数控系统属于专用控制计算机的硬接线(硬
件)系统,一般称为 NC ( numerical control )20 世纪 70 年代初期.计
算机技术的迅速发展使得小型计算机的价格急剧下降, 从而出现了以小型计
算机代替专用硬件控制计算机的第四代数控系统。这种系统不仅具有 更好的
经济性,而且许多功能可用编制的专用数控车床程序实现,并可将专用程序
储铸在 小垫计算机的存储器中.构成控制软件。这种数控系统称为
CNC( computerized numerical control) 即计算机书毛制系统。20 世纪 70
年代中期.以微处理机为核心的数控系统 MNC 得到了迅速发展。CNC 与 MNC
均称为软接线(软件)致控系统。NC 数控系统早已经 淘汰,现代教控均采
用 MNC 数控系统.目前通常将现代数控系统称为 CNC 。1958 年,北 京机
床研究所和清华大学等单位率先研制了电子管式开环伺胀驱动的数控机床。
由于历史 原因,迟迟未能在实用阶段上有所突破。70 年代初期,我国研制的
数控装置主要采用晶 体管分立元器件,性能不稳定,可靠性差,只有少甘的
数控机床(如专用数控铁床及非圆 齿轮插齿机等)用于生产。1972 年.采用
集成数字电路的数控系统在清华大学研制成功, 数控技术开始在车、钻、
铣、健、磨及齿轮等加工领域得以推广。 从 1980 年开始,随着我国改革和
开放政策的实施,国内一些单位从日本、美国、前 西德等产家引进较先进的
数控(制造)技术,并投入批量生产。 与此同时,我国许多单位开始投人经
济型数控系统的研制工作。最近,我国在引进、 消化和吸收国外先进数控技
术的基础上,开发和生产了拥有自主知识产权的数控软硬件。 现在国内常用
的数控系统有广州数控、华中数控等。














