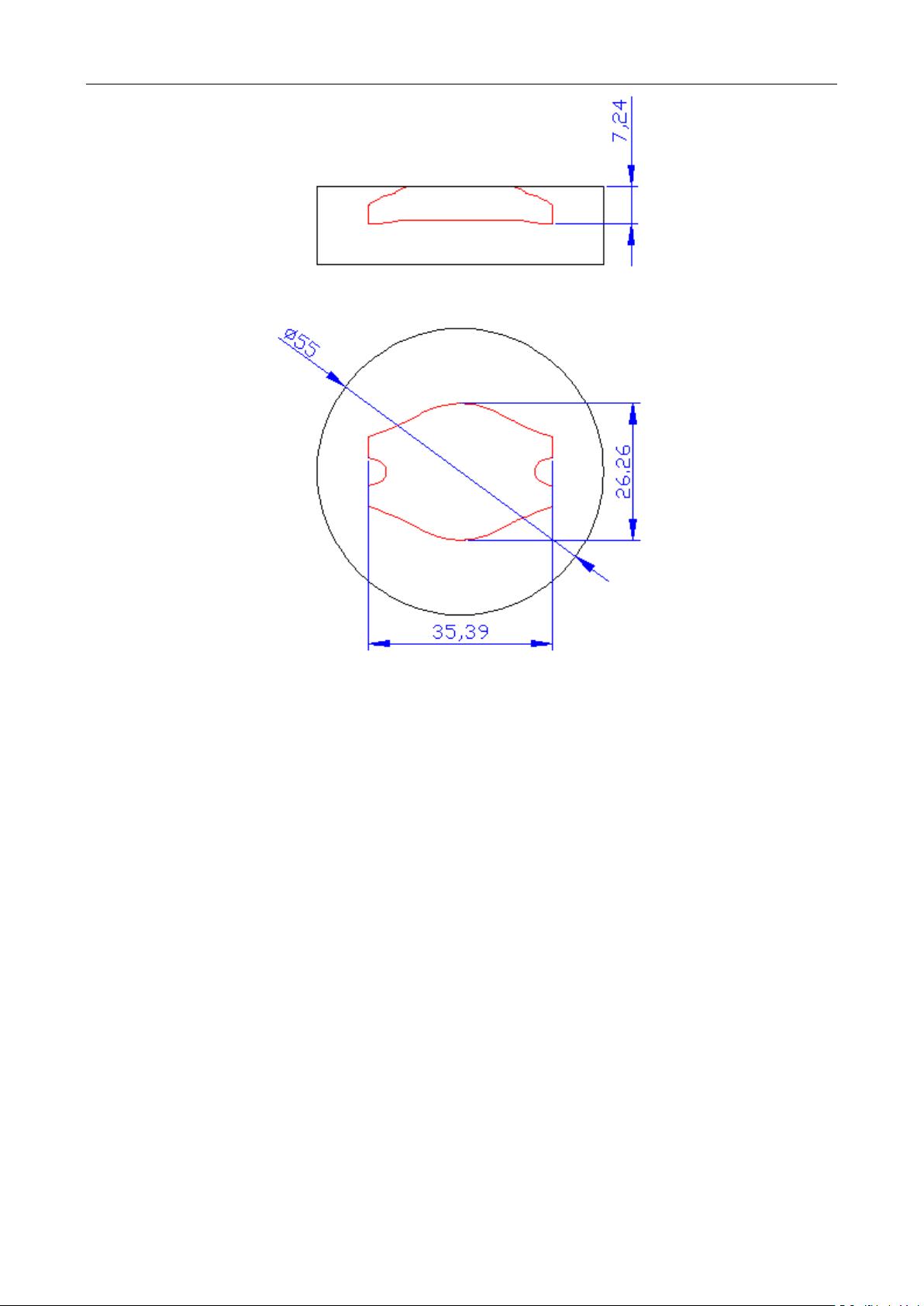
图 3 给定的图形文件
2、工艺分析
工艺过程分析。从工件的形态来看,是一个结构比较复杂的工件;既有水平面,又有陡
峭面;既有平坦面,又有陡峭面;既有大弧度面,又有小弧度面。在编程的时候,如果按照
加工简单面的思路,先用一把刀去粗,把大部分先去除,表面留 3~5 个丝的余量,再用一把
刀精加工。若精加工刀具用的半径比较大,小曲率半径的曲面加工不到,若使用刀具的半径
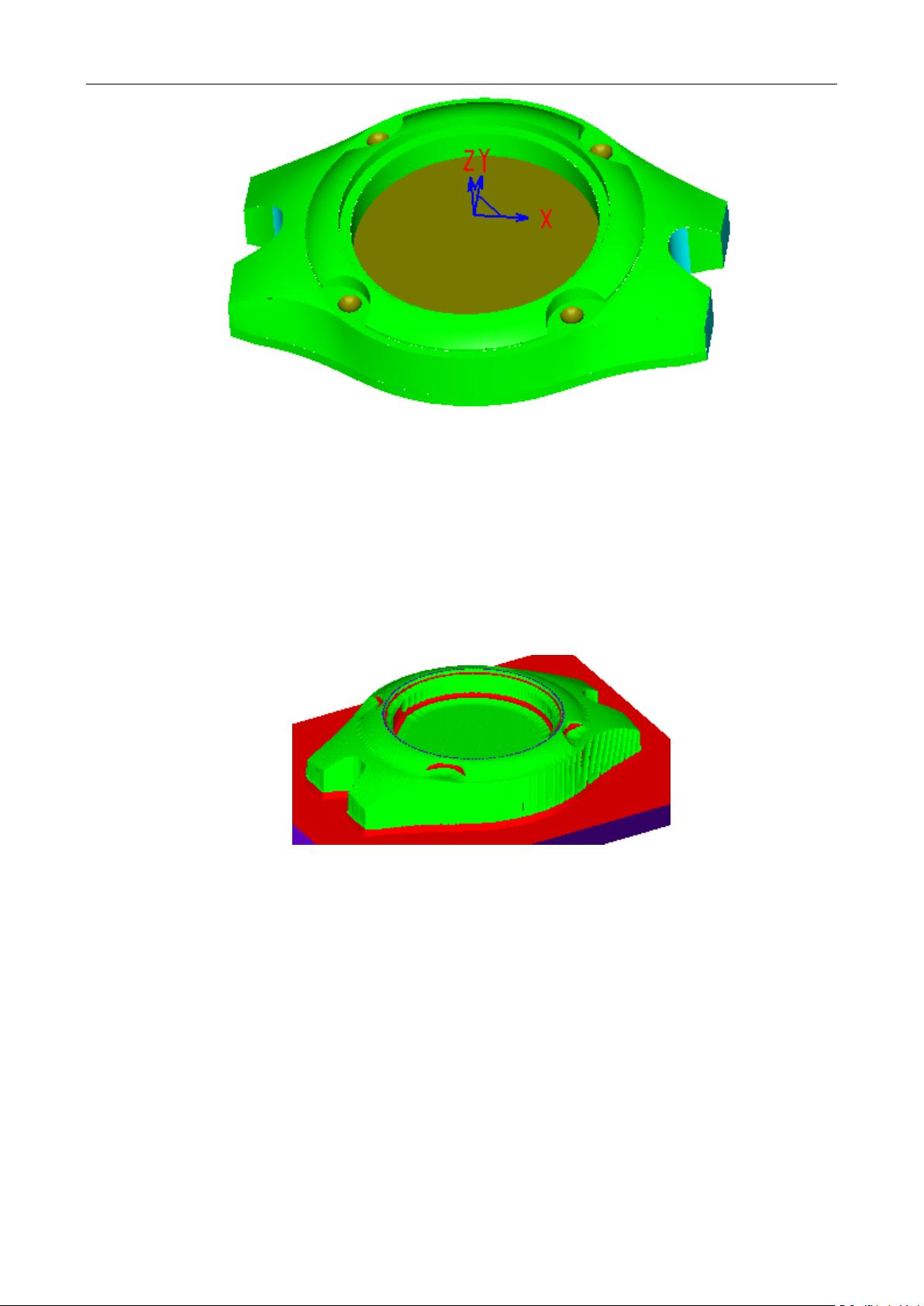
太小,小曲率曲面加工到位了,加工效率太低;整个造型使用一个路径加工完成,水平面和
竖直面的加工效果和效率都比较差,图 4 就是加工不到位和加工效果差的现象。
图 4
所以,在加工比较复杂工件时,粗加工和加工简单工件一样,精加工就不能够采用加工
简单曲面的思路,应根据曲面造型形态特点,对每一个部位根据其形态特点,采取适宜的加
工方式,进行局部加工。对于水平和竖直的面采取二维加工方式加工,加工效果好,效率还
高;对于陡峭面采用等高外形方式加工比较适宜;对于平坦面采用平行截线比较适宜;对于
圆环状的平坦面采用径向放射比较适宜,总之采用最适宜的加工方式去加工。
对于本例我们可以进行以下过程进行加工:
1) 粗加工,如图 5 所示: