冲压机构送料机构设计
需积分: 50 103 浏览量
2011-12-29
18:06:22
上传
评论 2
收藏 241KB DOC 举报

冲床冲压机构、送料机构及传动系统的设计
一、 设计题目
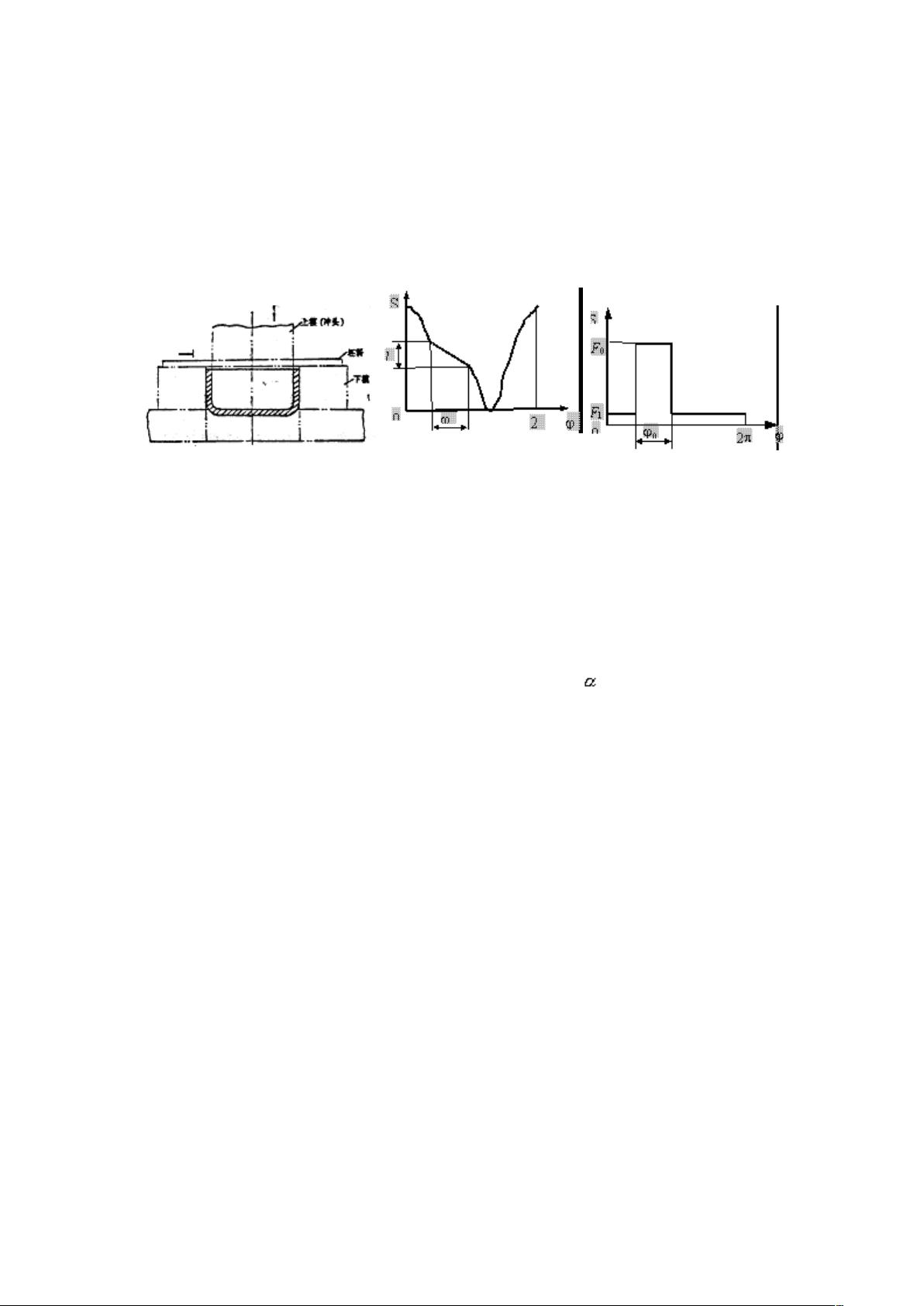
设计冲制薄壁零件冲床的冲压机构、送料机构及其传动系统。冲床的工艺动作如图 5
—1a)所示,上模先以比较大的速度接近坯料,然后以匀速进行拉延成型工作,此后上模
继续下行将成品推出型腔,最后快速返回。上模退出下模以后,送料机构从侧面将坯料送
至待加工位置,完成一个工作循环。
(a) (b) (c)
图 5—1 冲床工艺动作与上模运动、受力情况
要求设计能使上模按上述运动要求加工零件的冲压机构和从侧面将坯料推送至下模上
方的送料机构,以及冲床的传动系统,并绘制减速器装配图。
二、 原始数据与设计要求
1.动力源是电动机,下模固定,上模作上下往复直线运动,其大致运动规律如图 b)
所示,具有快速下沉、等速工作进给和快速返回的特性;
2.机构应具有较好的传力性能,特别是工作段的压力角 应尽可能小;传动角 γ 大
于或等于许用传动角[γ]=40
o
;
3.上模到达工作段之前,送料机构已将坯料送至待加工位置(下模上方);
4.生产率约每分钟 70 件;
5.上模的工作段长度 l=30~100mm,对应曲柄转角
0
=(1/3~1/2)π;上模总行程长度
必须大于工作段长度的两倍以上;
6.上模在一个运动循环内的受力如图 c)所示,在工作段所受的阻力 F
0
=5000N,在
其他阶段所受的阻力 F
1
=50N;
7.行程速比系数 K≥1.5;
8.送料距离 H=60~250mm;
9.机器运转不均匀系数 δ 不超过 0.05。
若对机构进行运动和动力分析,为方便起见,其所需参数值建议如下选取:
1)设连杆机构中各构件均为等截面均质杆,其质心在杆长的中点,而曲柄的质心则与
回转轴线重合;
2)设各构件的质量按每米 40kg 计算,绕质心的转动惯量按每米 2kg·m
2
计算;
3)转动滑块的质量和转动惯量忽略不计,移动滑块的质量设为 36kg;
6)传动装置的等效转动惯量(以曲柄为等效构件)设为 30kg·m
2
;
7) 机器运转不均匀系数 δ 不超过 0.05。
三、 传动系统方案设计

wyc1212912
- 粉丝: 0
- 资源: 2












评论0