

.. -
现场安装施工法及技术措施
本工程的现场安装工作主要是指桁架的安装,管柱、管梁、钢檩条和涂装
等施工其间穿插。
1 桁架现场安装施工法及技术措施
1.1 桁架的现场拼装
1.1.1 桁架的现场拼装思路
本工程桁架安装时必须按安装的工况要求对桁架进展整体和分段的拼装,
桁架的现场拼装主要和工厂预拼装思路一样。按安装的要求进展“整体拼装,分
段点焊,小段满焊〞 ;或全部整榀拼装固定。
针对本工程的实际情况和场地特点,本工程拟采用两台吊车吊装,拼装法
确定为:分段进场,地面拼装。分段拼装时,中间分段拼装时由于吊车吊不到,
可能要采用到移动式小龙门架,根据现场实际情况确定。
由于桁架拼装精度受拼装环境,胎架适用性及温度变化等多面的影响,而
桁架拼装的质量将直接影响到整个工程的质量,因此如做好桁架的现场拼装工
作是本工程实施的重点。
拼装主要在胎架上进展,保证胎架的精度是保证拼装精度的关键,拼装胎
架杆件布置必需通过计算机进展相对位置放样,并测量复合胎架各支撑控制点
的相对位置,确定无误后才开场构件拼装。拼装杆件长度、位置要预先考虑焊
接收缩量。胎架的设计要考虑有调节机构,保证有一定的准确定位调节能力,
格的按标准规要求对拼装过程精度进展控制。
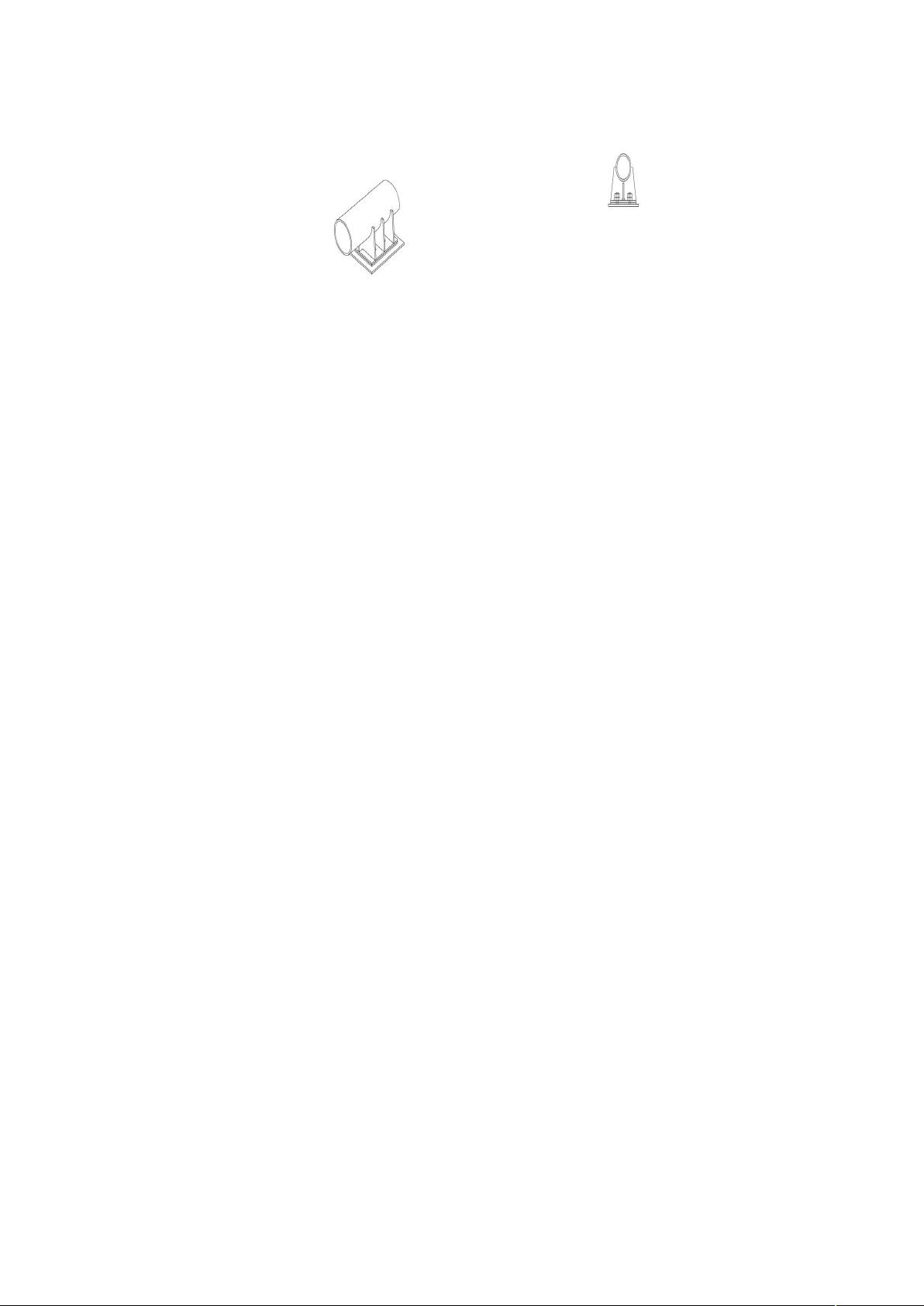
本工程桁架的构造为相贯面钢管桁架构造,工地拼装主要采用整体拼装,
分段吊装,桁架的拼装图如下:
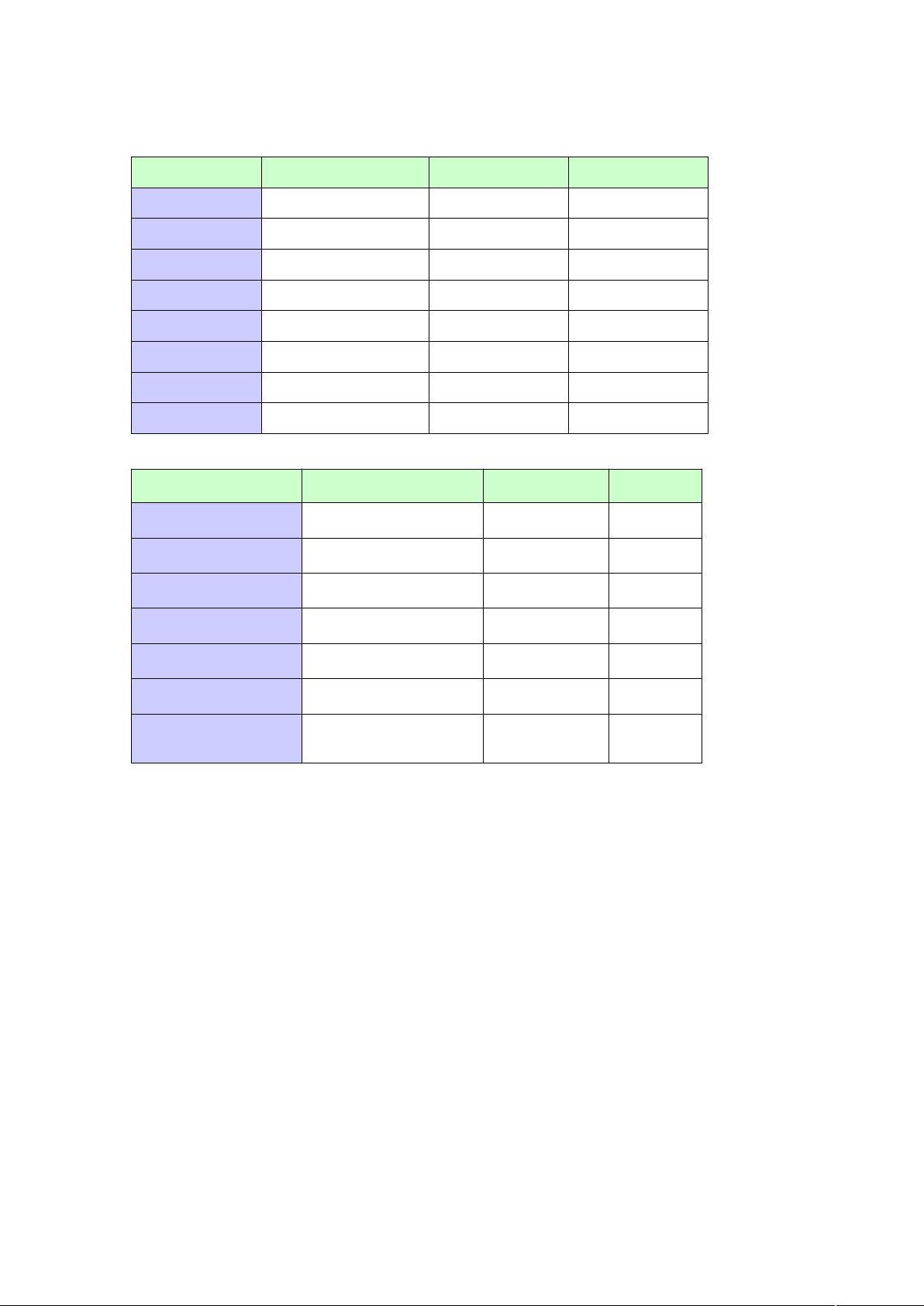
拼装胎架立面图
分段拼装耳板示意图
. . word.zl-
剩余10页未读,继续阅读
资源评论


wsbhm62
- 粉丝: 7
- 资源: 21万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











