
.. -
数控铣削编程案例
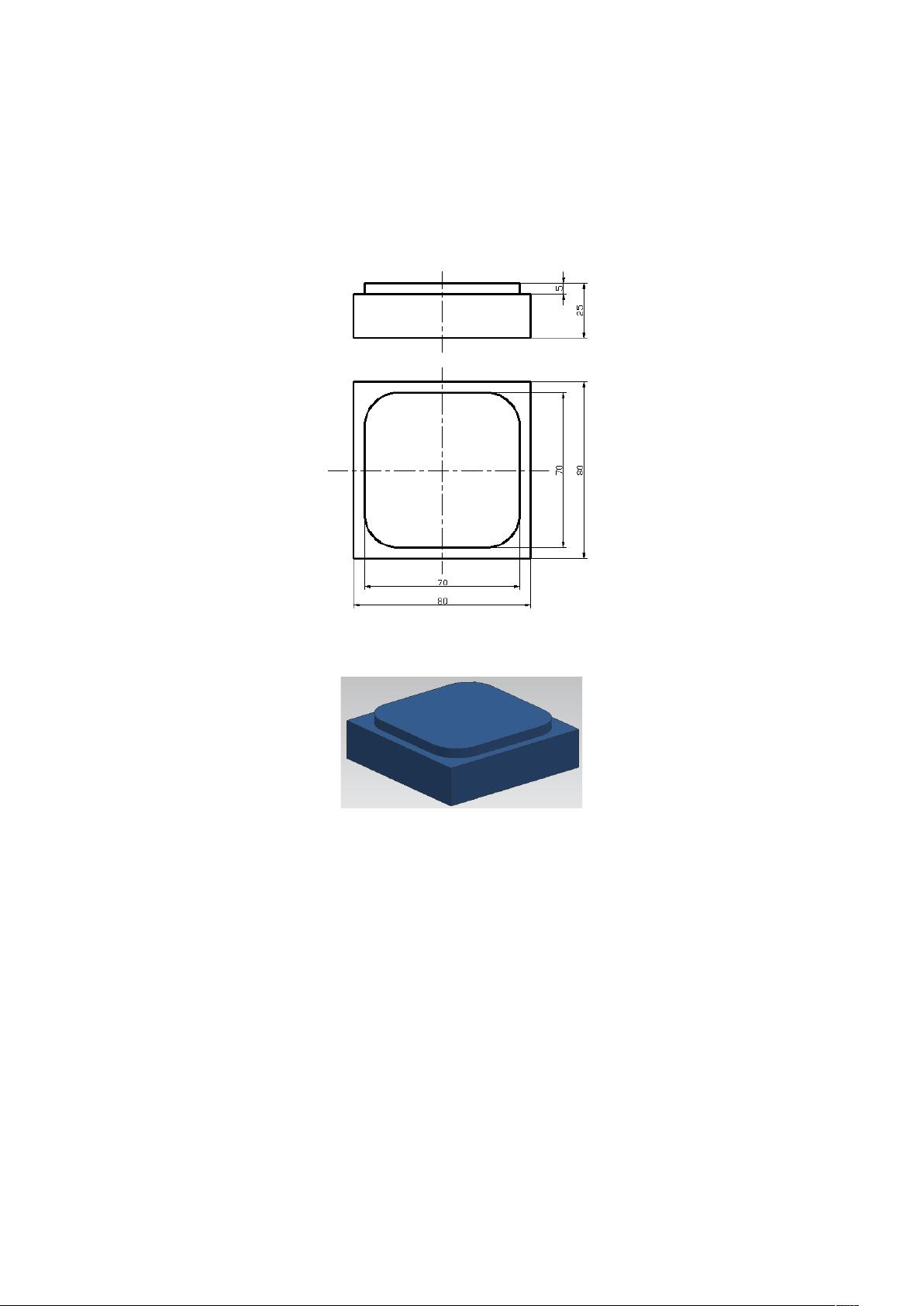
一、铣削四方凸台
1.零件图
2.实体图
3.程序
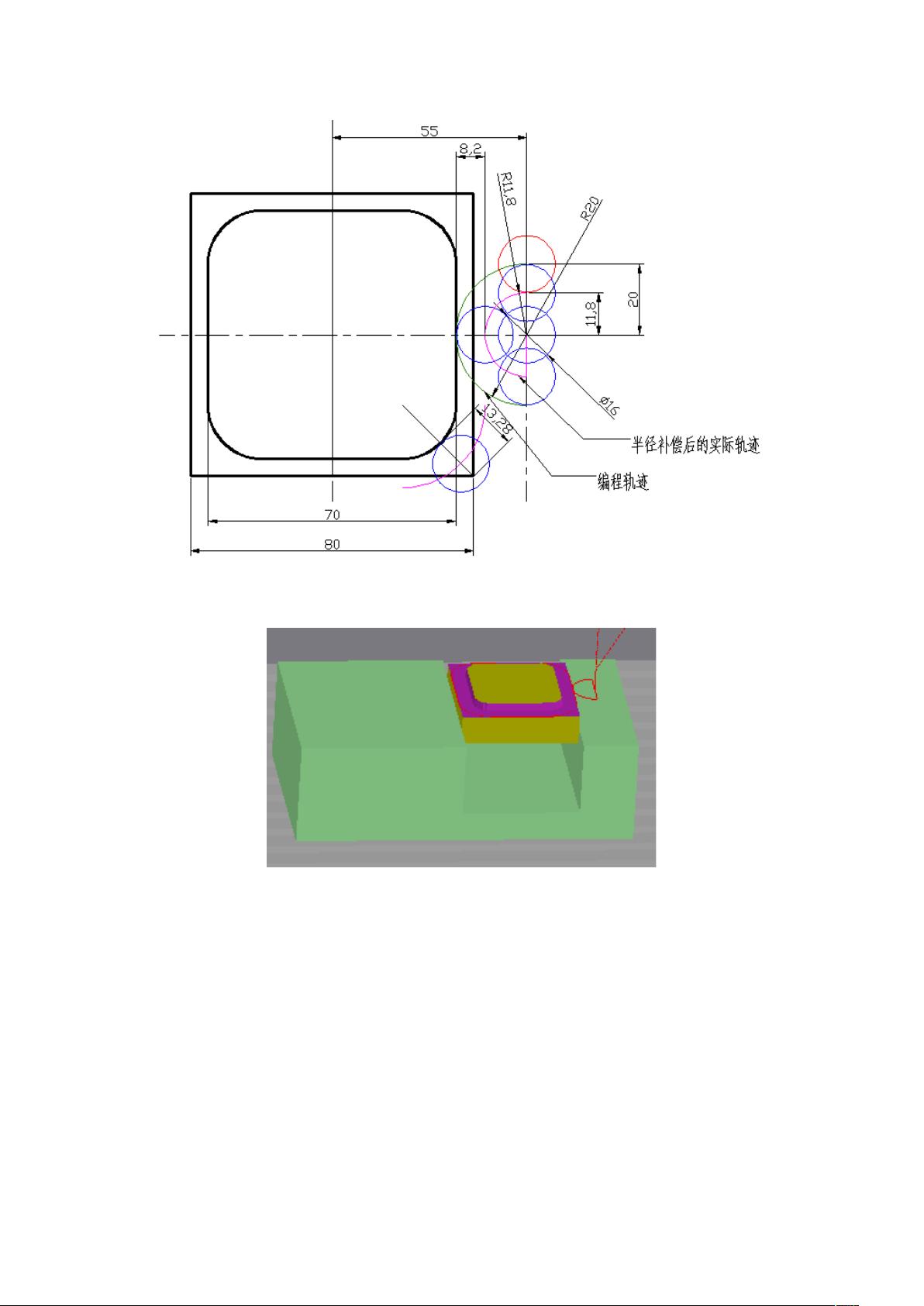
4.刀具半径补偿后的刀轨路径图(刀具为 Φ20 立铣刀,D 01=10.2)
. . word.zl-
O1201;
N10 G90 G80 G40 G69 G21
N20 G54 G00 X100 Y100;
N30 G00 Z100;
N40 M03 S800;
N50 G00 Z10;
N60 G00 X55 Y0;
N70 G01 Z-5 F80;
N80 G41 G01 X55 Y20 D01 F150;
N90 G03 X35 Y0 R20;
N100 G01 X35 Y-20;
N110 G02 X20 Y-35 R15;
N120 G01 X-20 Y-35;
N130 G02 X-35 Y-20 R15;
N140 G01 X-35 Y20;
N150 G02 X-20 Y35 R15;
N160 G01 X20 Y35;
N170 G02 X35 Y20 R15;
N180 G01 X35 Y0;
N190 G03 X55 Y-20 R20;
N200 G01 G40 X55 Y0;
N210 G00 Z100;
N220 Y150;
N230 M30;
剩余11页未读,继续阅读
资源评论


wsbhm62
- 粉丝: 7
- 资源: 21万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 论文 校友社交系统.doc
- ssm421课程辅导网站的设计与实现-论文.doc
- ssm423基于ssm框架的智能停车系统+vue 论文.doc
- ssm428网页小游戏交流论坛+vue论文.doc
- 计算机系统结构复习资料
- 通过html和javascript实现跨年倒计时.zip
- python-pyqt5-图片爬取
- 通过python实现跨年烟花代码.zip
- 前端魔力赏盲盒小程序 UI原生盲盒微信小程序源码下载 亲测可用
- 通过python实现新年倒计时.zip
- calculator.py
- C# .Net 计算机房管理系统
- 操作系统--进程和线程实验报告.docx
- 基于Matlab实现快速扩展随机树RRT仿真(源码).rar
- 基于python与机器学习的豆瓣电影数据分析源码+报告PDF(高分大作业)
- 基于Simulink的UniTruck商用车155DOF动力学模型架构
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


