《PLC工作原理及软元件解析》
PLC,全称可编程逻辑控制器,是工业自动化领域的核心设备,用于控制各种机械设备的运行。本篇主要探讨PLC的工作原理及其软元件,以S7-200系列为例进行深入解析。
一、PLC的工作原理
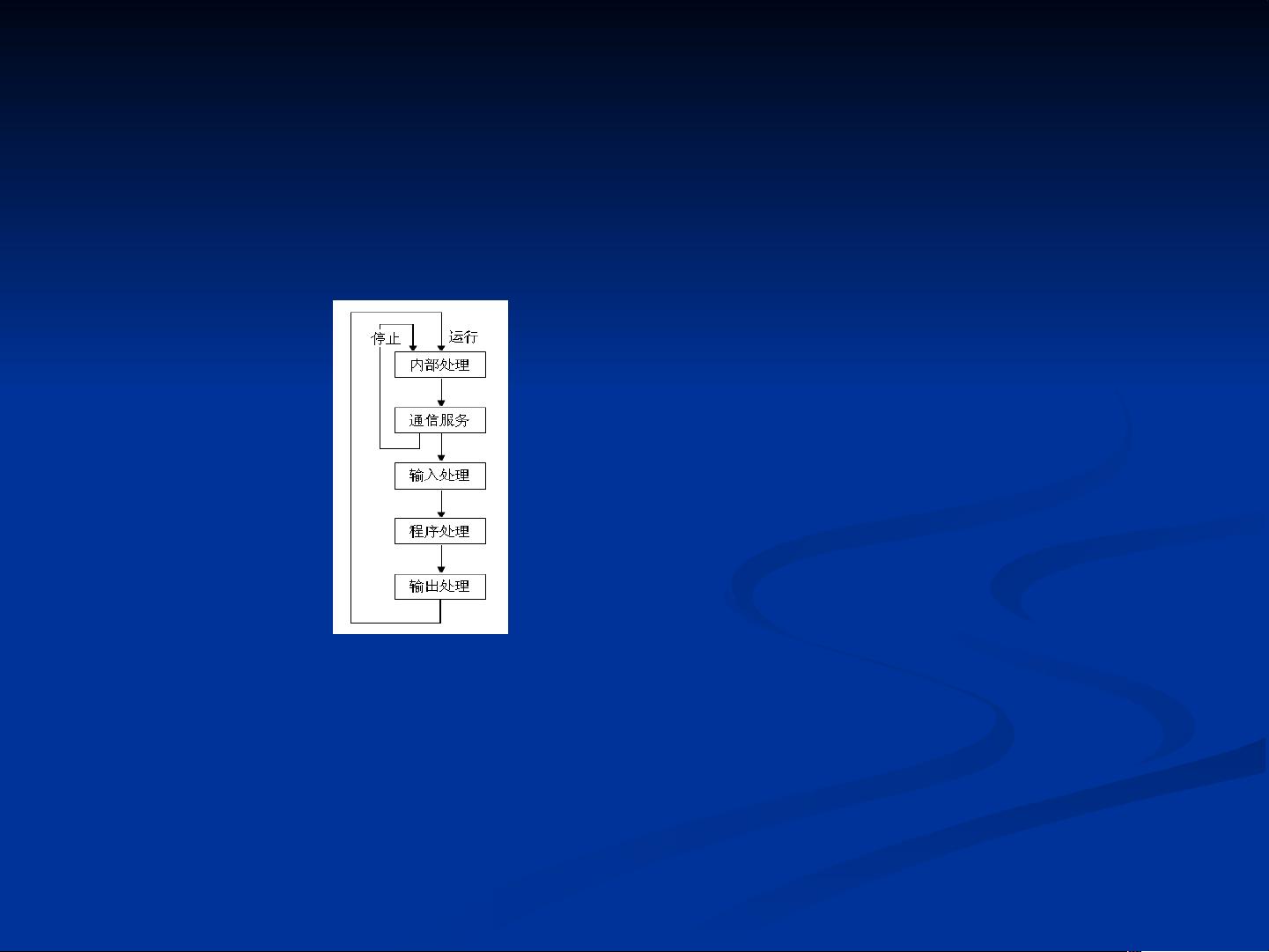
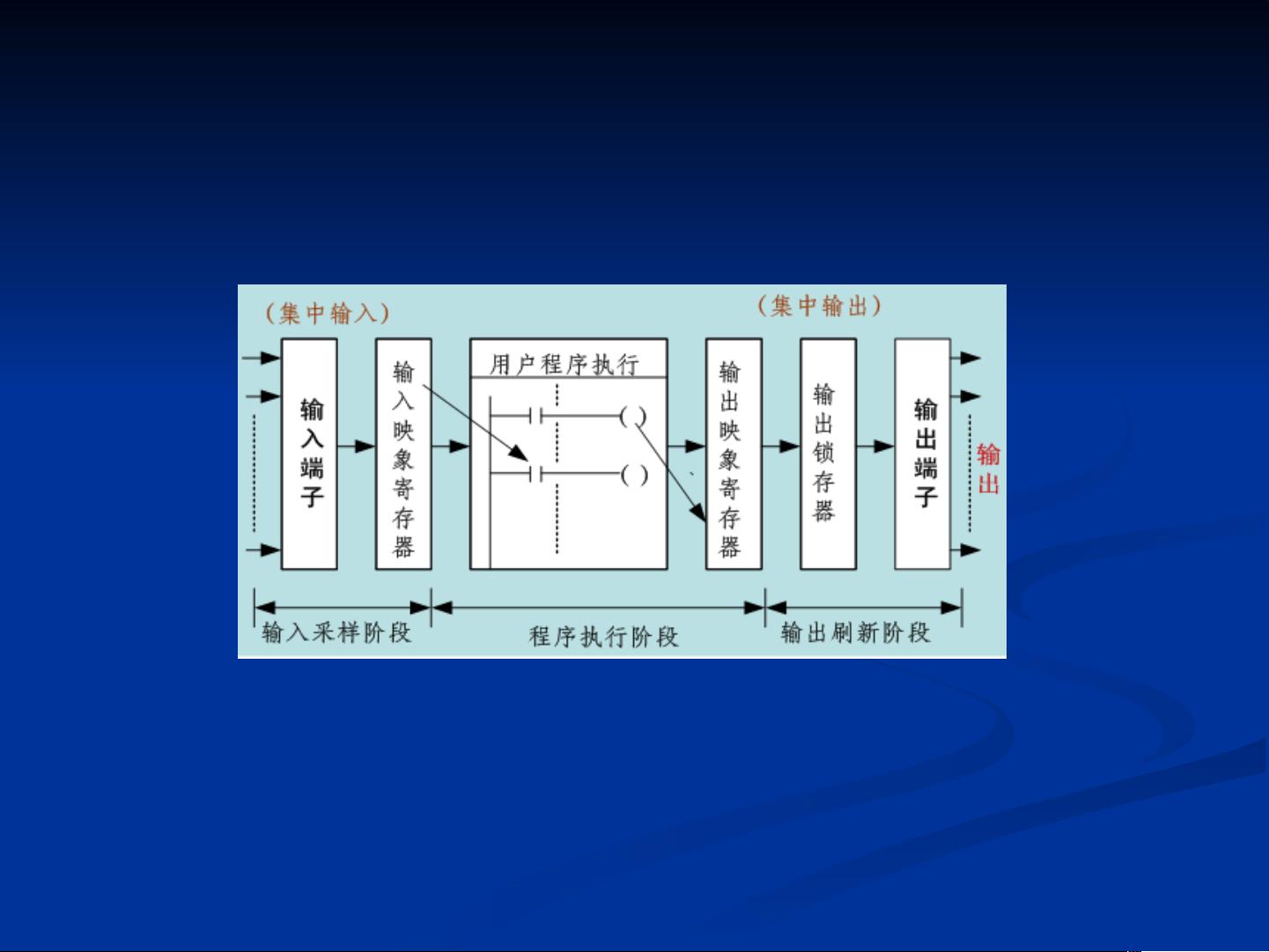
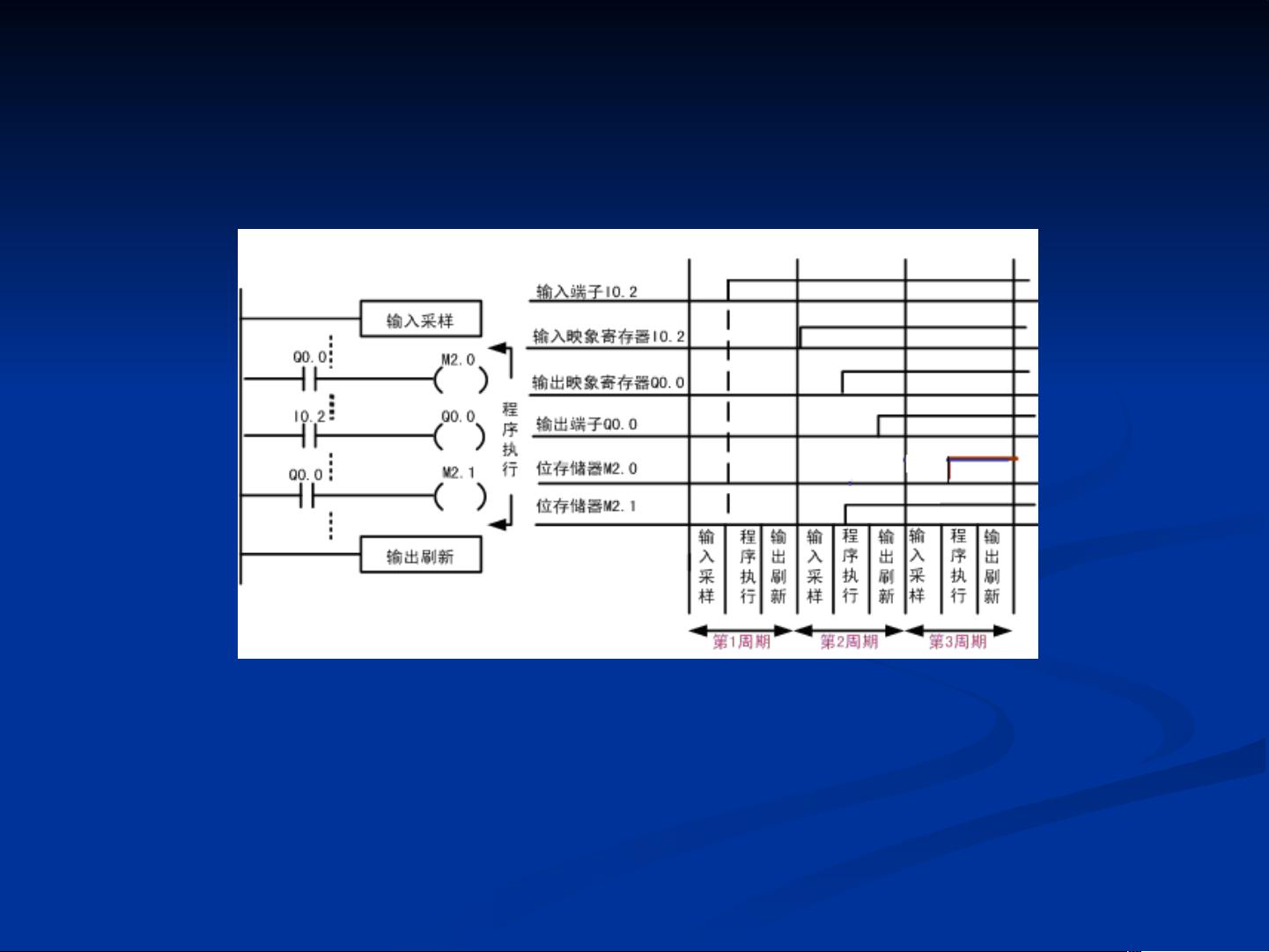
PLC的工作流程主要包括输入处理、程序处理和输出处理三个阶段。PLC通过输入接口读取现场设备的状态,这一阶段称为输入处理;接着,PLC按照预设的程序逻辑对输入信号进行运算和判断,这被称为程序处理阶段;根据计算结果更新输出接口的状态,即输出处理阶段。这一循环过程快速连续,形成了PLC的扫描工作原理。
二、S7-200系列PLC的软元件
1. 输入继电器(I):模拟或数字信号进入PLC时,会被映射到输入继电器上。
2. 输出继电器(Q):程序执行后的结果,通过输出继电器驱动外部负载。
3. 通用辅助继电器(M):用于中间计算和临时存储。
4. 特殊继电器(SM):提供特定功能,如系统状态信息。
5. 变量存储器(V):存储程序运行中的变量。
6. 局部变量存储器(L):用于子程序或中断服务程序的局部变量。
7. 顺序控制继电器(S):用于顺序控制流程。
8. 定时器(T):设定延时动作。
9. 计数器(C):记录事件次数。
10. 模拟量输入映像寄存器(AI):处理模拟量输入。
11. 模拟量输出映像寄存器(AQ):处理模拟量输出。
12. 高速计数器(HC):高速计数应用。
13. 累加器(AC):用于加法运算。
三、S7-200存储器的数据类型与寻址方式
1. 数据类型:包括布尔型(位)、整型(字节、字、双字)和实型。
2. 常数表示:支持多种数制,如十进制、二进制、十六进制等。
3. 数制转换:涉及二进制与十进制、二进制与十六进制之间的转换。
4. 直接寻址:指定元件名称和字节地址,如LD I0.0,LD M0.0。
5. 按位寻址:如I0.0、M0.0等。
6. 间接寻址:通过地址指针访问数据,如MOVD&VB200, VD302。
理解PLC的工作原理和软元件是掌握PLC编程的基础,对于实现复杂工业控制系统的自动化至关重要。通过深入学习和实践,可以更好地利用PLC进行设备控制,提升生产效率和质量。