《MINITAB测量系统分析MSA培训》课程主要讲解了在质量控制中测量系统分析(Measurement System Analysis,简称MSA)的重要概念和方法,旨在帮助学员理解和应用MSA进行有效的数据收集和分析,以评估测量工具和过程的性能。以下是课程内容的详细解读:
1. **测量系统的基本要求**:
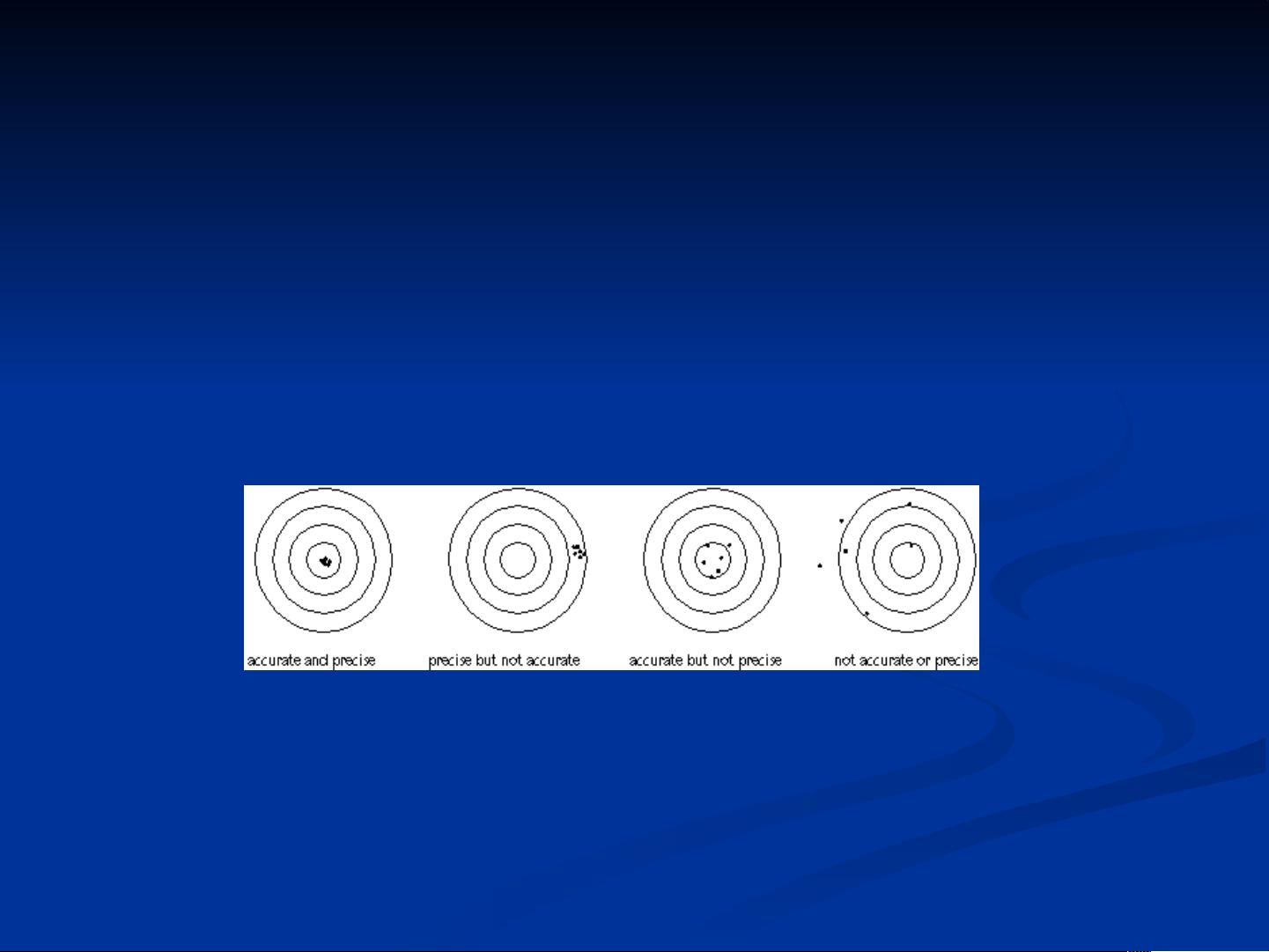
- **准确性**:指的是测量结果与真实值之间的接近程度,是评价测量系统是否可靠的关键指标。
- **精确性**:描述的是在重复测量同一对象时,测量结果的一致性,即测量的精密度。
2. **测量系统误差的类型**:
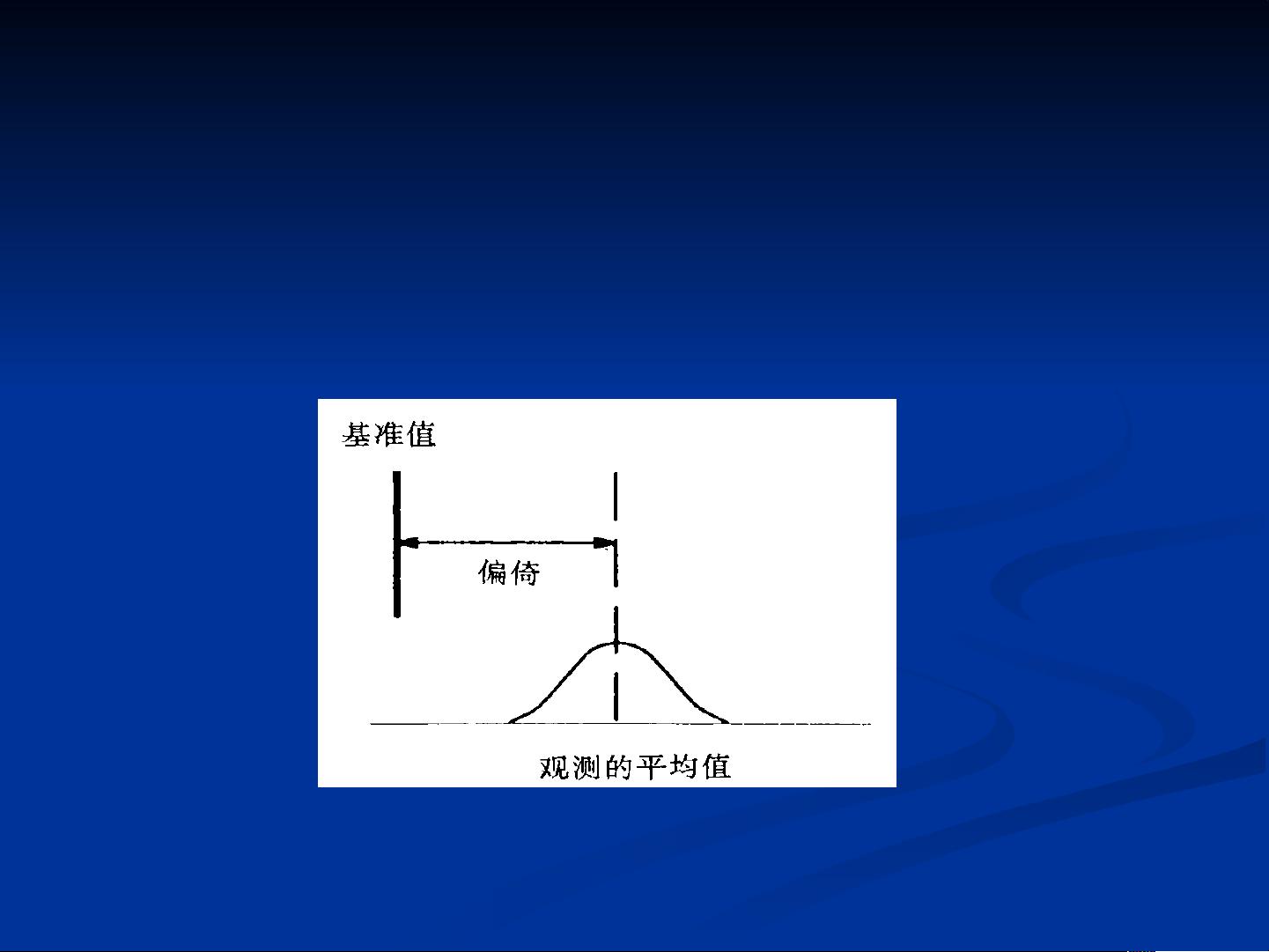
- **偏度(Bias)**:表示测量结果的平均值与实际值的偏差,是衡量测量系统是否存在系统性错误的标准。
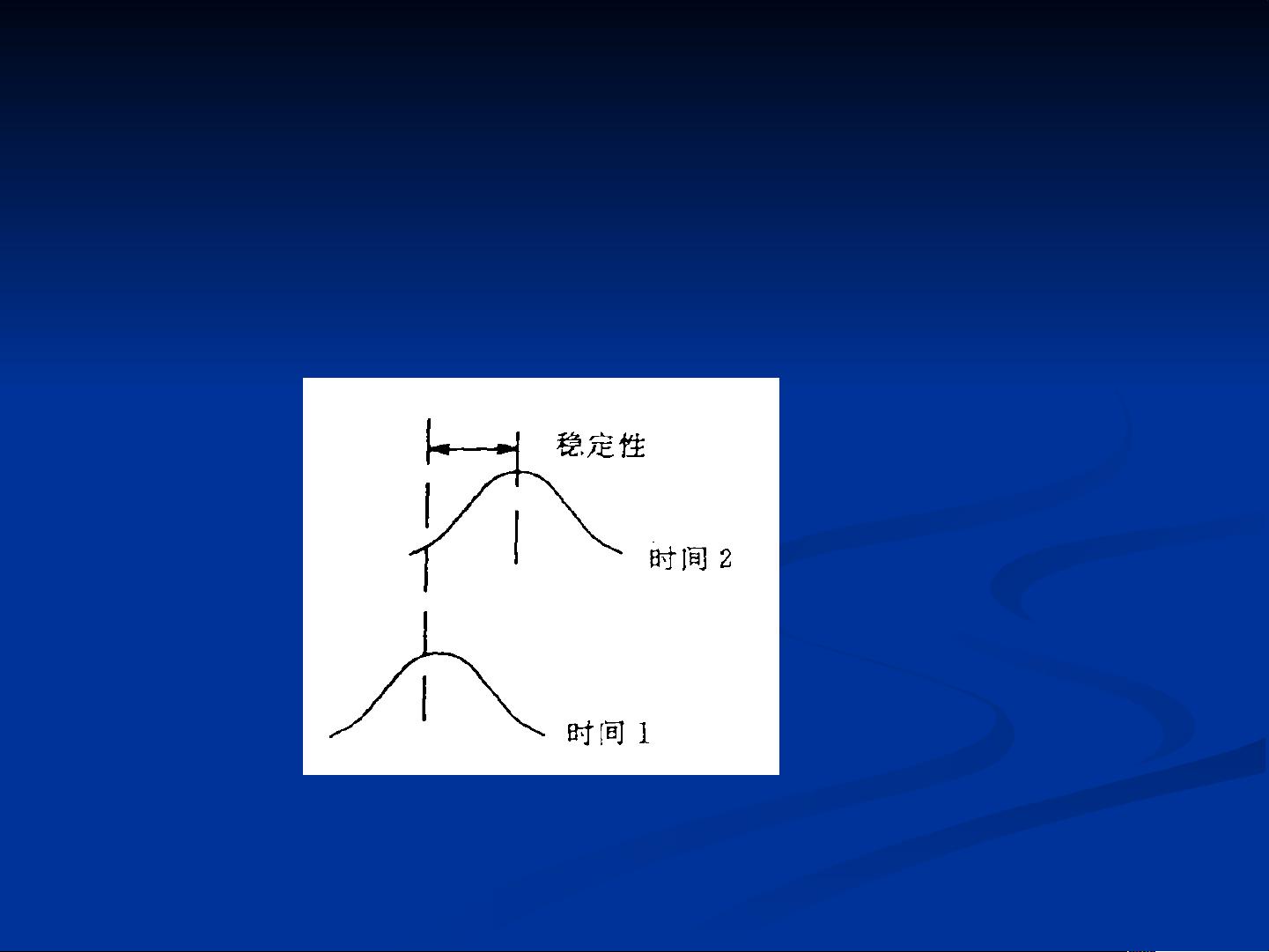
- **稳定性(Stability)**:指测量系统在一段时间内保持一致性的能力,衡量系统随时间变化的漂移。
- **线性(Linearity)**:衡量测量结果是否随着被测部件大小的变化而线性变化,确保测量系统的响应与被测特性成比例。
- **重复性(Repeatability)**:同一操作者、同一测量设备对同一部件多次测量的变异性。
- **再现性(Reproducibility)**:不同操作者或不同测量设备在同一条件下对同一部件测量的变异性。
3. **测量重复性和再现性Gage R&R**:
- Gage R&R 是评估测量系统重复性和再现性的一种统计方法,适用于计量型和计数型测量系统。
- **可接受标准**:Gage R&R 的误差比例一般要求低于10%,10%-30%可能需要考虑实际情况决定,超过30%则表明测量系统需要改进。
4. **应用Minitab进行MSA分析**:
- 使用Minitab软件可以进行测量趋势图、线性与偏倚分析、交叉与嵌套数据的重复性和再现性分析以及属性协议分析。
- **数据组织**:交叉式数据和嵌套式数据在分析时有不同的处理方式,影响统计结果的解释。
5. **交叉式数据分析**:
- **均值极差法(Xbar-R)和方差法(ANOVA)**:前者不考虑操作者与部件的交互作用,将总变异分为部件变异、重复性和再现性;后者则考虑交互作用,将变异分为部件变异、重复性、操作者变异和操作者-部件交互作用。
- **Minitab操作**:通过“文件”->“打开工作表”导入数据,然后选择“开始”->“质量工具”->“量具研究”->“量具R&R研究(交叉)”,并按照提示输入相关数据和参数。
6. **数据输入与分析**:
- 确保正确选择包含测量对象、操作者和测量值的列,使用Minitab的叠加功能处理数据,并进行相应的统计分析,以得出测量系统的性能指标。
MSA是质量控制中不可或缺的一部分,通过Minitab这样的统计软件,可以系统地评估测量系统的各项性能,为生产过程的优化提供依据。了解并熟练掌握这些概念和分析方法,对于提升产品质量和过程控制效率至关重要。