【知识点详解】
1. **顺序控制设计法**:在工业自动化领域,顺序控制是一种常见的控制策略,它按照预设的工艺顺序,通过响应输入信号和内部状态,控制各个执行机构依次进行操作。这种方式有助于简化设计过程,使得逻辑更加清晰,同时便于调试。例如,机械手的控制就是顺序控制的一个实例。
2. **功能流程图(顺序功能图)**:在设计机械手程序时,通常会使用功能流程图来描绘整个控制过程。这种图由步、有向线段、转换、转换条件和动作五要素构成。绘制功能流程图前需考虑三个问题:步骤划分、每一步的动作以及转换条件。顺序功能图是将工艺流程转化为PLC程序的前期分析工具。
3. **步**:在顺序控制中,系统的工作周期被划分为若干个阶段,每个阶段被称为步。步通常用S或M编程元件表示,步进顺控指令常使用S0.0至S31.7。步根据PLC输出状态的变化来定义,每一步内输出状态保持不变,但相邻步间可能变化。
4. **初始步**:这是系统等待命令的起始状态,由SM0.1驱动,每个顺序功能图至少有一个初始步。
5. **活动步**:当系统进入某个阶段,对应步变为活动,执行相应状态。成为活动步需要两个条件:前级步为活动步且转换条件满足。
6. **动作**:活动步触发的动作或命令,可以分为保持型和非保持型。前者即使步变为不活动也会持续执行,后者则在步不活动时停止。
7. **有向连线**:指示步的活动状态进展方向,通常从上到下或从左至右,必要时用箭头标出方向。
8. **转换**:有向连线上的垂直短划线,表示相邻两步间的转换,控制步的活动状态转移。转换条件的满足推动系统从当前步进入下一步。
9. **转换条件**:可以是外部输入信号(如按钮、限位开关)或内部信号(如定时器、计数器触点),触发系统状态的转换。
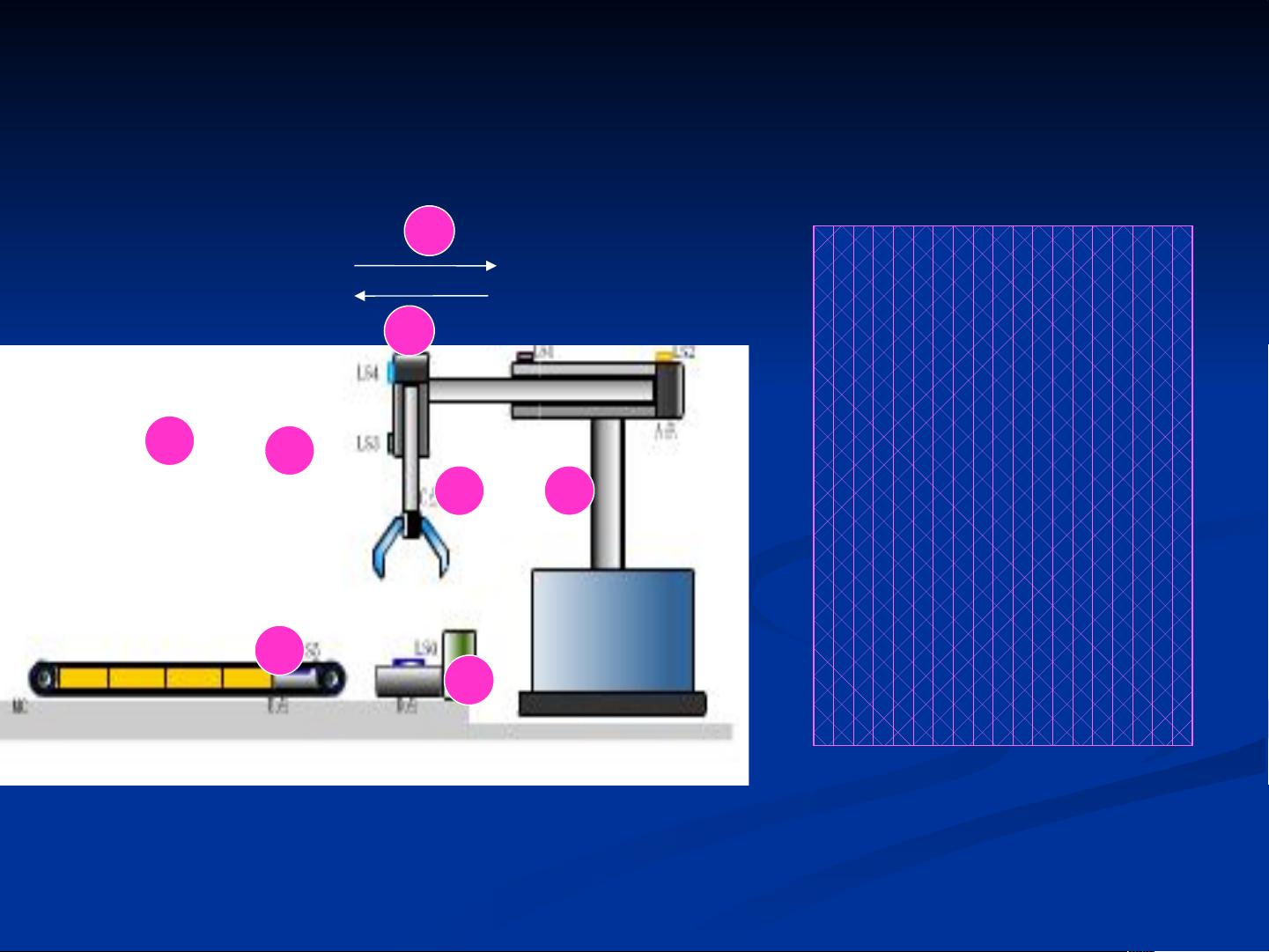
10. **项目任务:机械手梯形图程序设计**:在设计机械手程序时,首先需要分析工艺流程,确定输入输出并列出I/O分配表。例如,启动按钮、停止按钮、限位开关作为输入,上升、下降、左右移动和夹紧电磁阀作为输出。
在实际编程中,基于西门子PLC,我们会使用类似S、M、Q、I等编程元素,结合梯形图语言(Ladder Diagram)来实现上述功能流程图中的逻辑控制。通过对输入信号的监控和输出信号的控制,实现机械手的精确运动。例如,通过检测限位开关的状态,控制电磁阀的通断,以实现机械手的升降、左右移动和夹紧/放松动作。在整个设计过程中,理解并熟练运用这些概念和方法至关重要,以确保机械手的高效、安全运行。