《测量系统分析(MSA)基础与应用》
测量系统分析(MSA)是品质管理中的关键环节,它旨在评估测量工具、人员、程序和环境等因素对测量结果的影响,以确保测量系统的准确性和可靠性。本课程主要介绍了MSA的基础知识以及五种关键统计特性的分析方法,包括重复性、再现性、偏倚、线性和稳定性。
一、MSA基础知识
1. **测量系统分析目的**:MSA的主要目标是确定测量系统带来的变异是否在可接受范围内,以确保生产过程中的主要变异源于工艺本身而非测量系统。这对于实施统计过程控制(SPC)至关重要。
2. **好的测量系统特性**:一个理想的测量系统应具备以下特点:
- 足够的分辨率和灵敏度:测量增量应小于过程变差或规范控制限。
- 统计受控:测量系统的变差只由普通原因引起,可以通过控制图评估其稳定性。
- 变差小于规范值:对于产品控制,测量系统变差应小于公差。
- 过程控制的有效分辨率:测量系统变异性小于制造过程的变差。
二、测量系统变差来源
测量系统变差主要由五个因素(S、W、I、P、E)及其交互作用导致:
- **标准(Standard)**:如基准的质量、等级和磨损。
- **工作件(Workpiece)**:如形状、位置、表面处理等的变异性。
- **仪器(Instrument)**:维修状况、磨损、设备故障等。
- **人员(Person)**:技能、经验、操作习惯等。
- **环境(Environment)**:温度、光照、振动等。
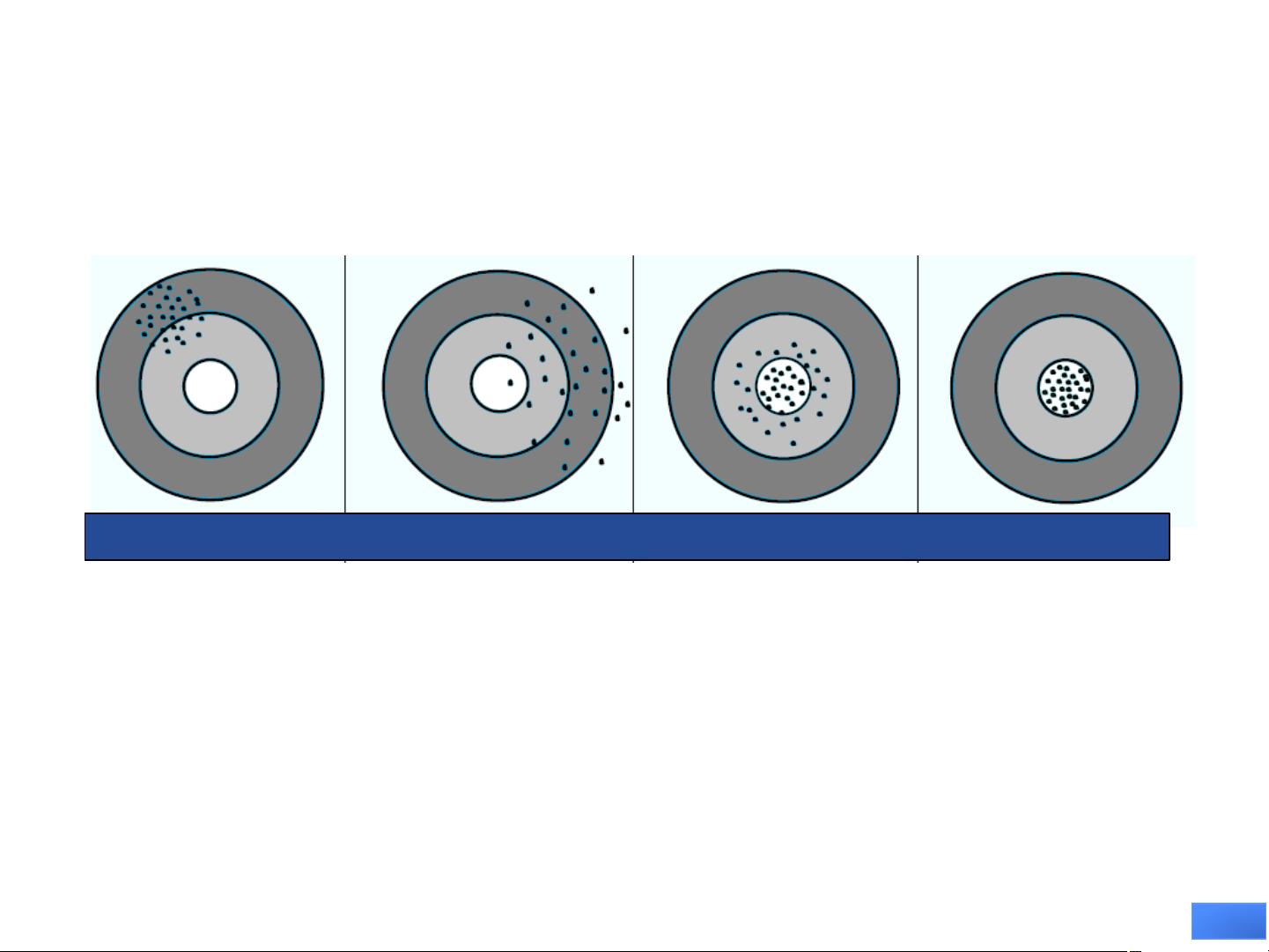
三、测量系统的统计特性
1. **重复性(Repeatability)**:同一评价人员使用同一测量工具多次测量同一零件同一特性时产生的变差,反映了测量系统内部的稳定性。
2. **再现性(Reproducibility)**:不同评价人员在同一条件下测量同一零件同一特性时测量平均值的变差,揭示了不同操作者之间的差异。
3. **偏倚(Bias)**:测量值与真实值之间的差距。
4. **线性(Linearity)**:测量结果随被测量变量变化的线性关系。
5. **稳定性(Stability)**:测量系统在时间上的表现一致性,如校准、预防性维护等影响。
四、重复性和再现性分析
1. 实施步骤:选取评价人员、抽样零件、随机测量、记录数据、计算均值和极差、完成GR&R报告表。
2. GR&R可接受准则:重复性与再现性(GR&R%)应小于10%,且零件内变差(nDC)至少为5;10%-30%可能接受,但需考虑应用的重要性、量具成本和修理成本;超过30%则需改进。
五、变差源分析
1. 零件内部:几何特性、一致性等。
2. 仪器内部:磨损、故障、维护等。
3. 基准内部:质量、磨损等。
4. 方法内部:设定、技术、零点调整等。
5. 评价人内部:技能、经验、疲劳等。
6. 环境内部:温度、光照、振动等。
通过深入理解和应用这些知识点,企业能够确保其测量系统能够提供可靠的数据,从而提高产品质量,优化生产过程,并有效实施品质管理。