





收稿日期
: 2016
年
5
月
基于机器视觉的二维尺寸检测
谢俊
,
吴荥荥
,
朱广韬
,
王路路
江苏大学
摘要
:
借助
CMOS
工业相机
、
光学镜头
、
计算机以及
OpenCV
等搭建了一套机器视觉检测简易系统
,
采用了一
种针对两孔零件的测量方法
。
经试验得出
:
精度可达
0. 009mm,
重复性误差可达
0. 0215mm,
用该系统测量已检测
合格的
300
个零件
,
满足检测要求
,
说明该检测系统具有一定的可行性
。
关键词
:
机器视觉
;
图像处理
;
标定
;
特征检测
中图分类号
: TG87; TH161
文献标志码
: A
Two-Dimensional Size Detection Based on Machine Vision
Xie Jun,Wu Yingying ,Zhu Guangtao,Wang Lulu
Abstract: A simple machine vision system was built by using COMS camera,optical lenses,computer and OpenCV
software in order to design a method for measuring the two - hole part. Experimental results show that the measuring accura-
cy of the system is up to 0. 009mm and the repeat accuracy is controlled within 0. 0215mm,the tested 300 parts were meas-
ured by the system which meets the requirement of testing and proves the certain feasibility.
Keywords: machine vision ; image processing; calibration; feature detection
1 引言
在工业生产过程中
,
对成品或半成品关键位置
尺寸的测量要求一定的准确度和速度
[1]
。
传统的
检测方法是利用游标卡尺或塞规
,
虽然在很大程度
上满足检测精度要求
,
但需人为操作
,
在大批量生产
中工作效率不高
,
存在一定的缺陷
。
机器视觉检测
技术利用图像处理来完成工业测量检测
,
具有非接
触
、
柔性好
、
精度高
、
速度快
、
自动化和智能化水平高
等优点
,
可以很好地满足检测要求
,
保证产品质量
。
本文利用
OpenCV
和
VS2013
搭建的检测系统
,
通过
图像预处理
、
拟合参数等得到待检零件的尺寸参数
。
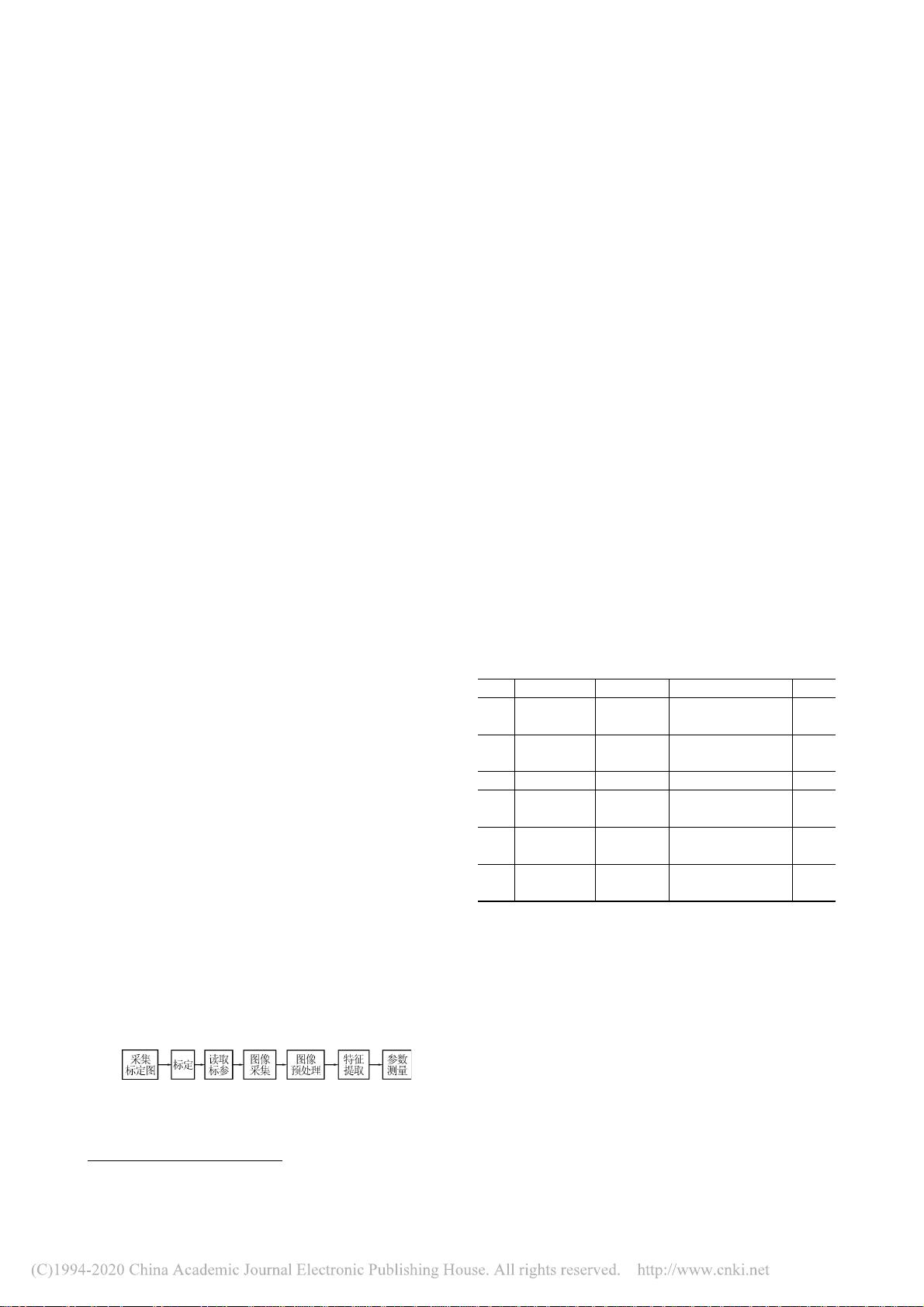
2 检测系统构成及规格参数
机器视觉的检测系统主要是通过工业相机采集
图像
,
对工业相机进行标定
,
获取标定参数
,
校正已
获取图像
,
然后运用
OpenCV
和
VS2013
中的
VC +
+
混合编程分析处理得出测得的图像坐标
,
最后通
过标定模块将像素坐标转换为可识别的物理坐
标
[2]
,
测量流程图见图
1。
图
1
流程图
硬件系统由工业相机
、
工业镜头
、
光源等组成
,
图像分析处理模块主要是由
OpenCV
和
VC + +
混合
开发编程的软件组成
,
测量系统标定模块主要由
MATLAB
中的标定工具箱组成
,
系统的具体选型见
表
1。
表
1
测量系统的选型
序号 名称 型号 性能指标 数量
1
工业相机
HD - GY500
分辨率
2952* 1944,
2. 2* 2. 2
μ
m
1
2
工业镜头
JT0612
焦距
6 - 12mm,
相面尺寸
1 /2in
1
3
接圈
JQ25 5mm
的接圈
1
4
环形光
GUOCH
颜色
:
白
,
亮度可调
1
5
机器视觉软件
OpenCV
MATLAB
测量系统的
核心算法函数
1
6
系统开发环境
VC + +
测量系统的集成
开发和界面设计
1
3 测量系统的实现
3
.
1 相机的标定
相机和镜头在实际的制造和安装过程中会形成
误差
,
使图像在成像系统中产生不同程度的几何畸
变
,
因此需要对相机进行标定
,
获取相机内外参数
。
设相机对零件无移动和转动
,
只需获取相机内参数
f
x
、f
y
、k
1
、k
2
、k
3
、k
4
、k
5
,
其中
f
x
、f
y
分别为像素坐标系
的
u
轴
、v
轴的有效焦距
,c
x
、c
y
为图像的中心坐标
,
k
1
、k
2
、k
5
为径向畸变系数
,k
3
、k
4
为 切 向 畸 变
系数
[3]
。
89
工 具 技 术
DOI:10.16567/j.cnki.1000-7008.2017.01.026













