
自动卸料爬斗的 PLC 设计
一、概述
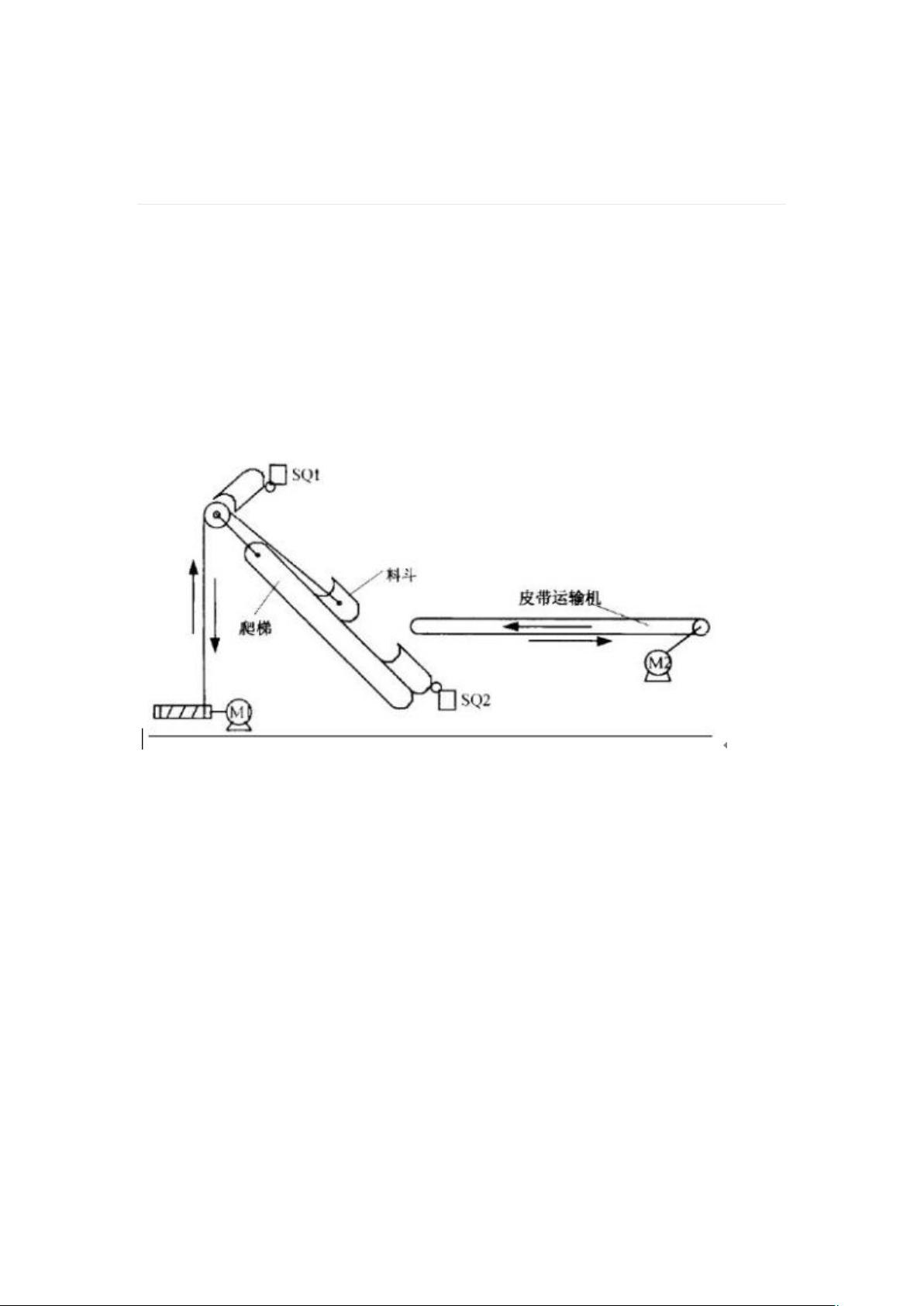
有一物料传送系统如以下图所示,能够将传送带送过来的物料提升到一定的
高度,并自动翻斗卸料,爬斗由电动机 m1 拖动,将物料提升到上限后,由小车
电磁阀 YV 控制自动翻斗卸料,卸料 10 秒,随后反向下降,到达下限 sq2 位置,
停留 20s。料斗下落到 sq2 位置时,同时启动由电动机 m2 拖动的皮带运输机,
向料斗加料,加料工作在 20 s 内完成。20 s 后,皮带运输机自动停止工作,料
斗又自动上升,如此不断地循环。
爬斗送料卸料示意图
二、设计任务和要求
设计上料爬斗 PLC 自动控制装置,该装置满足以下要求:
⑴ 设置单动、连续两个开关,可以使该装置实现单步运行或自动循环两种
工作方式。
⑵自动循环工作方式时,爬斗应从原位〔SQ2〕处开始,按照皮带运输机起
动→工作 20s 后爬斗上升→SQ1 动作→自动翻斗动作 10s→爬斗下降→SQ2 动作→
皮带运输机起动……顺序连续工作。按下停止按钮时,料斗立即停止。
⑶单步运行工作方式时,爬斗按照装料、上升、卸料、下降四个动作工作,
每按一次单步开关,爬斗执行一个动作,且应在每个动作完成之后自动复位。
⑷有特定的信号指示灯指示爬斗工作在何种状态。
⑸ 要有必要的电气保护和互锁关联。


剩余13页未读,继续阅读
资源评论













