### 三菱PLC区间比较指令ZCP详解
#### 一、引言
在现代工业自动化领域,可编程逻辑控制器(PLC)作为一种重要的控制设备,广泛应用于各种工业控制系统中。三菱PLC作为市场上广受好评的产品之一,在诸多行业中都有着出色的表现。其中,区间比较指令ZCP是三菱PLC中一个非常实用的功能指令,它能够帮助工程师们实现对某个数值是否处于指定范围内的判断。本文将详细介绍三菱PLC中的ZCP指令及其应用。
#### 二、ZCP指令概述
ZCP指令,全称为Zone Compare(区间比较),是三菱PLC中用于进行数值区间比较的一种功能指令。该指令可以用来判断一个数值是否落在由两个数值定义的区间内,并根据判断结果来执行相应的操作。
#### 三、ZCP指令格式及参数解释
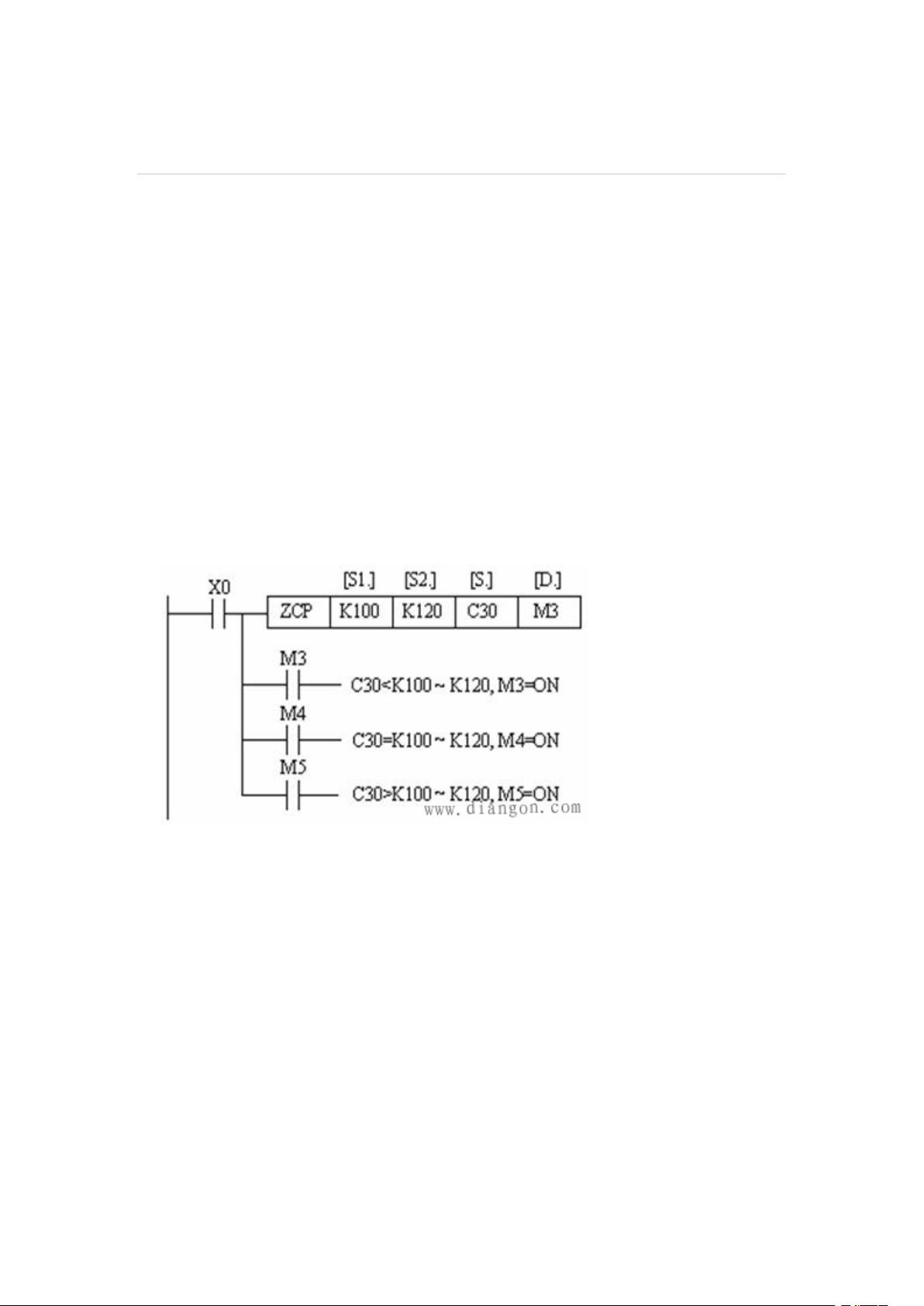
ZCP指令的基本格式为:ZCP S1 S2 S D
- **S** (Source):源操作数,即要被比较的数值。
- **S1** (Start1):区间的起始值。
- **S2** (Start2):区间的结束值。
- **D** (Destination):结果存储地址,如果S介于S1和S2之间(包括等于S1或S2),则D中存储1;否则,D中存储0。
#### 四、ZCP指令使用说明
1. **指令格式**:ZCP指令的使用非常直观,只需按照指定的格式输入相应的参数即可。
2. **数据类型**:S、S1、S2可以是任意的数据类型,但通常情况下为整数型数据。
3. **执行条件**:S1必须小于或等于S2,否则指令无法正常执行。
4. **结果输出**:根据比较结果,D中的值将为1或0,用于后续逻辑处理。
#### 五、ZCP指令应用场景示例
##### 例1:温度监控系统
假设有一个温度监控系统,需要监控环境温度是否在18°C到25°C之间。可以通过以下方式设置ZCP指令:
- **S**:当前温度传感器读数(假设为D100)。
- **S1**:18°C(设定为K18)。
- **S2**:25°C(设定为K25)。
- **D**:报警标志位(假设为M100)。
当环境温度在18°C至25°C之间时,M100置1,表示温度正常;否则,M100置0,触发报警。
##### 例2:物料检测系统
在一个自动化生产线中,需要检测传送带上物品的长度是否符合标准(如100mm至150mm)。可以使用ZCP指令来实现:
- **S**:物品长度测量值(假设为D200)。
- **S1**:100mm(设定为K100)。
- **S2**:150mm(设定为K150)。
- **D**:合格标志位(假设为M200)。
当物品长度在100mm至150mm之间时,M200置1,表示合格;否则,M200置0,物品不合格。
#### 六、ZCP指令注意事项
1. **数据类型一致性**:确保S、S1、S2的数据类型一致,避免类型不匹配导致的结果错误。
2. **区间合理性**:确保S1≤S2,否则指令执行将出现错误。
3. **结果利用**:合理利用D中存储的结果,设计相应的控制逻辑。
4. **调试测试**:在实际应用前进行充分的调试和测试,确保指令执行正确无误。
#### 七、总结
三菱PLC的ZCP指令是一种简单而强大的工具,可以帮助工程师们轻松地实现数值区间比较。通过本文的介绍,相信读者已经对ZCP指令有了较为全面的理解。在实际应用中,结合具体需求灵活运用ZCP指令,可以极大地提高系统的可靠性和效率。