
专用芯片技术中的专用芯片技术中的OMRON PLC伺服控制系统在薄板伺服控制系统在薄板V型刨槽型刨槽
机上的设计机上的设计
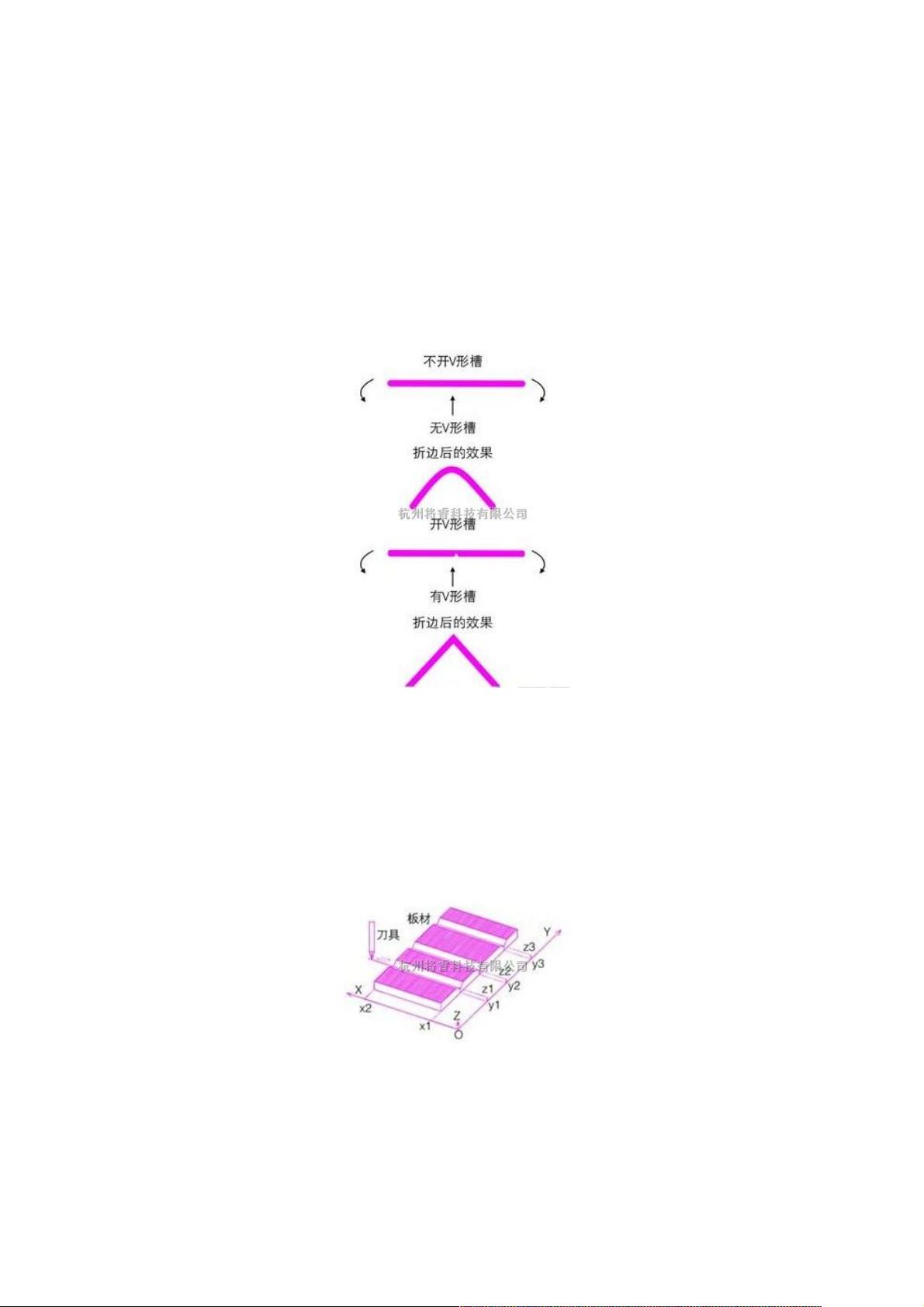
在不锈钢薄板加工成型的生产中,不锈钢板材直接折边成型会在拐角形成弧角的效果,在某些情况下,人们不
需要这种效果。如果在进行薄板的折弯加工之前,首先在薄板上折弯处先开出一道v型沟槽,然后再进行折弯,
这样就可以加工出来没有弧边的棱角效果,如图1所示。 图1 工艺流程 针对这种应用,人们研制出了“v型刨
槽机”,为了提高这种机器的生产效率和加工精度,必须在机器上安装自动控制系统。本文介绍的是笔者用
plc+hmi+交流伺服电机开发的针对这种“v型刨槽机”的一种控制系统。 工艺要求 由于在这种刨槽机上加
工的板材一般都比较薄,为了保证折边处有足够的强度,刨槽的深度不能够很深,所以控制精度要求很
在不锈钢薄板加工成型的生产中,不锈钢板材直接折边成型会在拐角形成弧角的效果,在某些情况下,人们不需要这种效
果。如果在进行薄板的折弯加工之前,首先在薄板上折弯处先开出一道v型沟槽,然后再进行折弯,这样就可以加工出来没有
弧边的棱角效果,如图1所示。
图1 工艺流程
针对这种应用,人们研制出了“v型刨槽机”,为了提高这种机器的生产效率和加工精度,必须在机器上安装自动控制系
统。本文介绍的是笔者用plc+hmi+交流伺服电机开发的针对这种“v型刨槽机”的一种控制系统。
工艺要求
由于在这种刨槽机上加工的板材一般都比较薄,为了保证折边处有足够的强度,刨槽的深度不能够很深,所以控制精度要
求很精确;同时,为了提高工件的折弯尺寸精度,对沟槽的长度和位置控制也要精确。综合以上因素考虑:整机的设计精度要
达到0.01mm。根据工艺技术特点,工件的加工需要在x,y, z三个方向上分别进行控制。其中x轴:沟槽的长度;y轴:沟槽在
板材上的位置;z轴:沟槽的深度。具体要求如图2所示。
图2 工艺具体要求
控制要求
为了降低对操作人员的文化水平的要求,必须简化参数设定,采用友好的人机对话界面,能够方便的控制机器的运行,能
够监视机器的运行状态;
另外为了提高机器的智能化水平,在本机器上开发了具有文件存储和管理的功能。这样就可以方便的以配方的形式进行不
同工件加工参数的管理。数据存储要求以工件的编号作为数据组(可多达50组),每一个工件编号对应一组工件的参数:长度,
厚度,刨削起点,开槽位置,沟槽深度(一条沟槽最多可以分10刀进行刨削,每一次进刀深度设定范围在0~0.99mm)等等。所
有的参数可以随时修改,随时存储。加工时,通过设定工件的编号来调用参数,如图3,也可以按照重新设定的新参数来加工
工件。
资源评论













