
4
试验与研究·
焊接技术
第
39
卷第
1
期
2010
年
1
月
文章编号
:1002-025Xρ010)01-0004-05
基于
PLC
控制的钉头管自动焊控制系统设计
常云龙,全巍,李静雅,杨殿臣
(沈阳工业大学材料科学与工程学院,辽宁沈阳
110178
)
摘要:介绍了以
PLC
为核心的钉头管自动焊接设备的控制系统,采用艾默生
EC
lO革列
PLC
对钉头管生产过程进行逻辑控制和运动控
制。采用气缸和伺服电机作为执行元件,摒弃传统凸轮传动机构。讨论了系统硬件和软件设计,同时,提出了采用
PLC
与会数字交流
伺服驱动器及光电编码器组成一个高精度的角度与位移的双重位置控制系统。实践表明,该
PLC
控制系统可靠性高,操作简便,钉头
焊接质量好。
关键词:钉头管;自动焊接控制系统;可编程控制器;伺服
中图分类号:
T
G4
25.1
文献标志码
:B
。
引言
钉头管是石化企业管式加热炉中的换热设备,主
要用于热能的交换。它比翅片管效率更高且易于外表
面清洁,但生产却复杂得多。它由钢管与密布其表面
的钉头组成,一般在
3-9m
的钢管外表面要密集地焊
3000-10000
个钉头。目前国内钉头管的生产厂家很
多,采用的焊接方法和工艺也不同。主要有电弧螺柱
焊、电容储能焊、电阻焊、埋弧焊等口]。
目前,国内有些钉头管生产采用于工加工方式,
存在着工艺落后、生产效率低、劳动强度大、能耗
高、焊接质量不稳定等问题
已不能满足现代生产的
需要。针对以上问题,笔者研制了一套全自动钉头管
焊接设备。
本文重点讨论了设备的控制系统,设计出了以
"PLC
CPU+
交流伺服系统"为核心的
PLC
控制系统。
由于
PLC
系统具有运算速度快、指令丰富、功能强
大、可靠性高、抗干扰光电隔离输入/输出接口电路
等特点,其取代了工业上传统硬件连接的继电器逻辑
控制系统,使设计更加简洁,操作更加方便、可靠。
另外,本系统另一大特点就是采用
PLC
高速脉冲输
出
Y
O
,
Y
1
进行两路独立的脉冲输出,然后经过全数
字交流伺服驱动器中电子齿轮放大后对交流伺服电机
进行速度控制及位置控制。
收稿日期
2009-04-08
1
钉头营的工艺过程及系统的控制要求
1.1
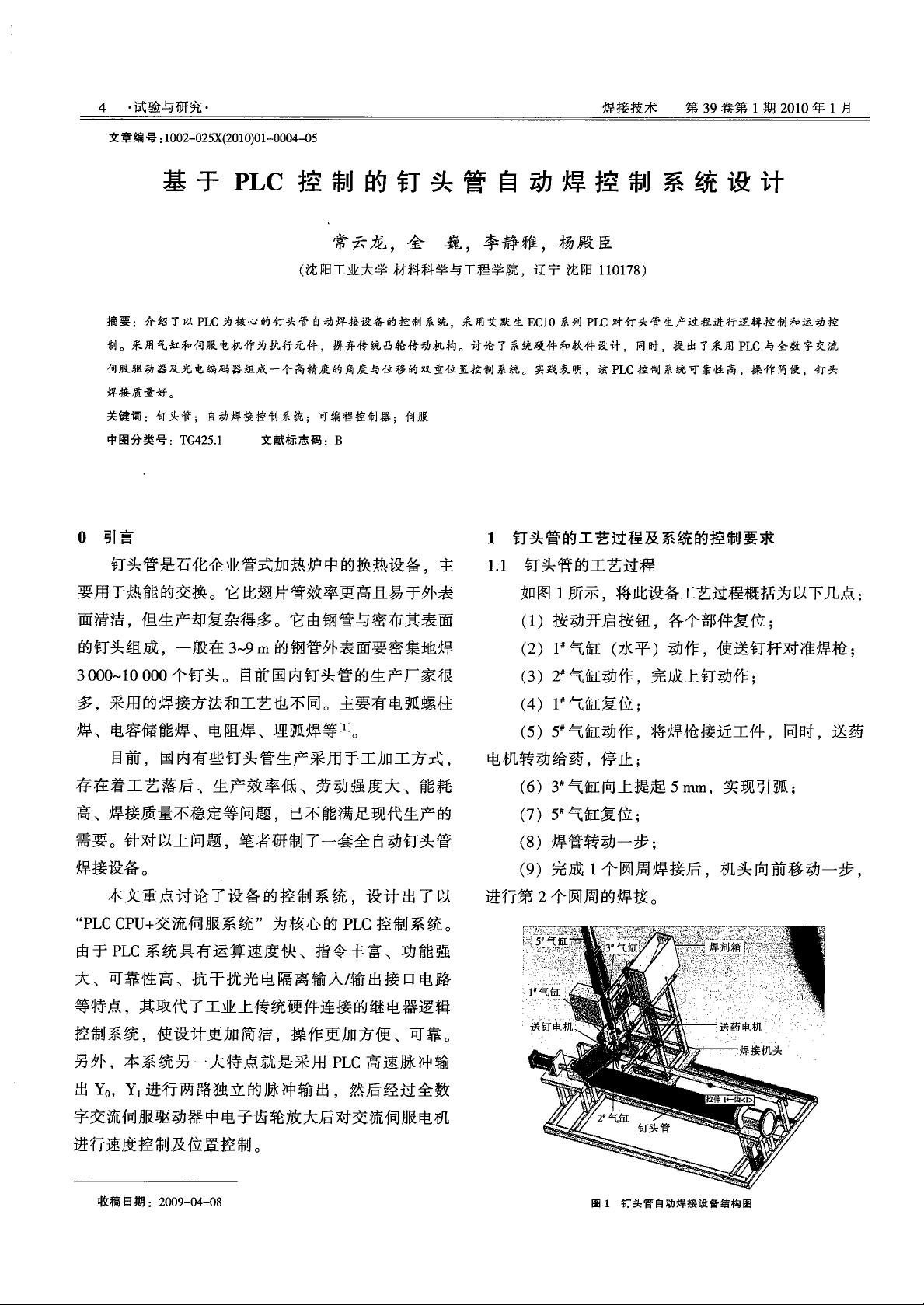
钉头管的工艺过程
如图
1
所示,将此设备工艺过程概括为以下几点:
(1)按动开启按钮,各个部件复位;
(2)
1#
气缸(水平)动作,使送钉杆对准焊枪;
(3)
2#
气缸动作,完成上钉动作;
(4)
俨气缸复位;
(5)
5#
气缸动作,将焊枪接近工件,同时,送药
电机转动给药,停止;
(6)
3#
气缸向上提起
5mm
,实现引弧;
(7)
5#
气缸复位;
(8)
焊管转动一步;
(9)
完成
1
个圆周焊接后,机头向前移动一步,
进行第
2
个圆周的焊接。
固
1
钉头管自动焊接设备结构图
资源评论


weixin_38569569
- 粉丝: 7
- 资源: 931









最新资源
- 20套数据可视化模板html
- dorin都灵压缩机选型软件.zip
- 全球地表坡度频率分布数据集.zip
- I wanna be the guy 小游戏
- 【java毕业设计】校园闲置物品交易网站源码(springboot+vue+mysql+说明文档+LW).zip
- MyBatisCodeHelperPro IDEA插件
- 如何使用CSS的`z-index`属性堆叠装饰球?
- 电子电信工学领域+blue+book+ed14电表抄表系统,组网系统,蓝皮书
- Linux服务器管理用理论填空题
- 【java毕业设计】校园台球厅人员与设备管理系统源码(springboot+vue+mysql+说明文档+LW).zip
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


