930468814LCD光固化模型放置及加支撑简单教程1
需积分: 0 96 浏览量
2022-08-03
21:50:34
上传
评论
收藏 718KB PDF 举报

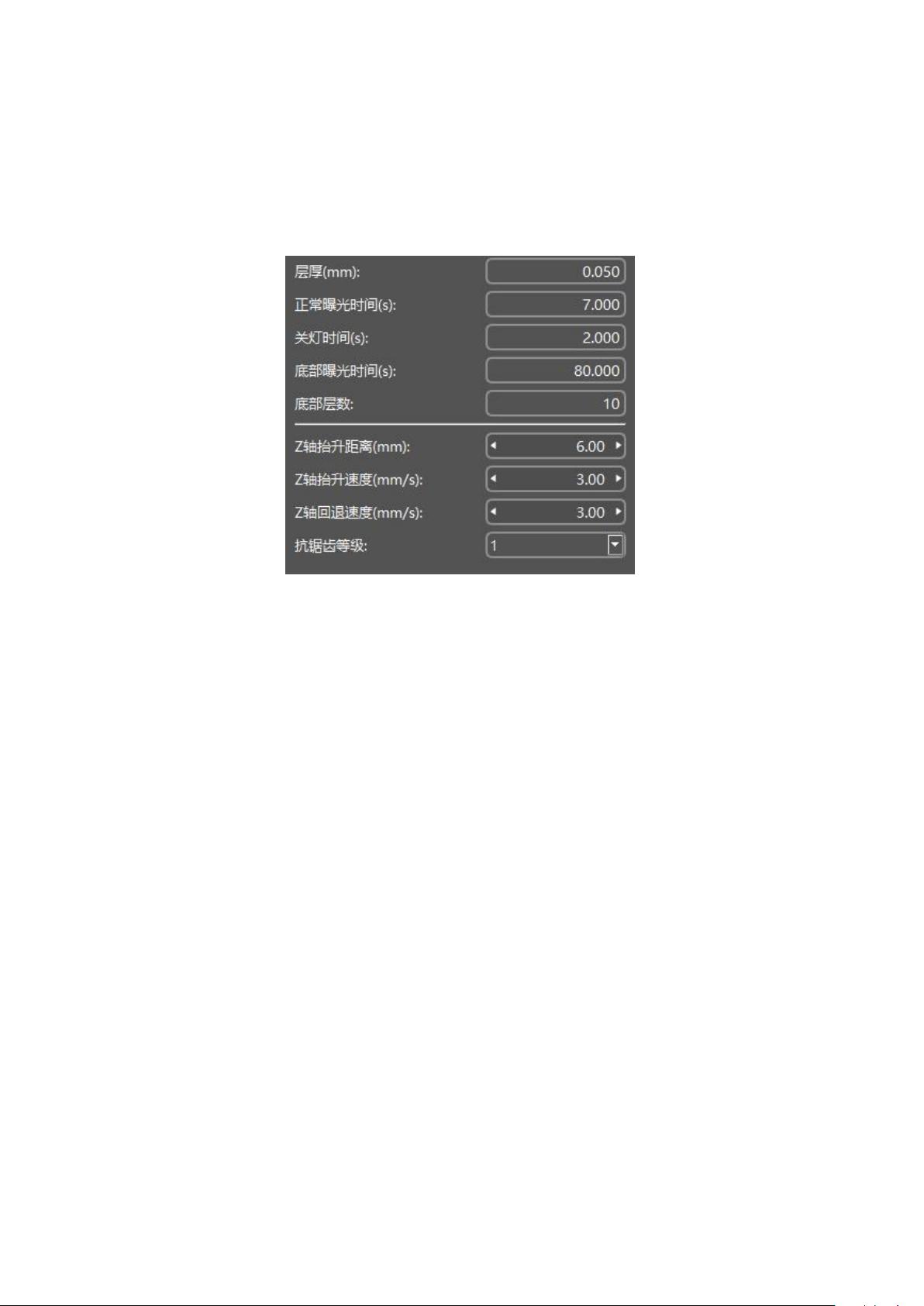
一、参数简单介绍
此部分内容对打印过程中常修改的参数作进一步补充说明。
所介绍参数一览
层厚
:
可设置范围为 0.01-0.1mm。默认 0.05 层厚最容易成型。层厚加厚,曝光时
间需要增加会加速 2K 屏的老化;层厚减少,曝光时间可适当减少,较容易不成形。
建议至少打印完两瓶树脂熟悉打印机性能后再尝试进一步调整。
正常曝光时间:
受树脂、模型、温度、层厚的综合影响。一般随机树脂 8S 可以满足使用要
求。初次使用可以先打印随机 U 盘文件“R_E_R_F”,测试最佳曝光时间。此功
能在 U 盘里的电子版说明书有作详细介绍,在此不作累述。
正常曝光时间的长短一定程度上也能影响模型 XY 方向上的尺寸,曝光时间
短了,模型 XY 方向的大小会小一圈;反之则大,也会因此模糊掉模型的一些细
节,俗称“过曝”。
值得一提的是树脂的最佳使用温度在 24℃左右,不同类型的树脂略有差异,
可详询树脂卖家。温度低树脂活性降低,需要增加曝光时间弥补,低过 10℃树
脂基本不再能成型。


剩余11页未读,继续阅读






评论0
最新资源