PROCESS CAPABILITY AND STATISTICAL QUALITY CONTROL technical note 301
where:
x
i
= Observed value
N = Total number of observed values
The standard deviation is
[TN7.2]
σ =
N
i=1
( x
i
− X )
2
N
In monitoring a process using SQC, samples of the process output would be taken, and
sample statistics calculated. The distribution associated with the samples should exhibit the
same kind of variability as the actual distribution of the process, although the actual vari-
ance of the sampling distribution would be less. This is good because it allows the quick
detection of changes in the actual distribution of the process. The purpose of sampling is
to find when the process has changed in some nonrandom way, so that the reason for the
change can be quickly determined.
In SQC terminology, sigma is often used to refer to the sample standard deviation. As
you will see in the examples, sigma is calculated in a few different ways, depending on the
underlying theoretical distribution (i.e., a normal distribution or a Poisson distribution).
VARIATION AROUND US
● ● ●
It is generally accepted that as variation is reduced, quality is improved. Some-
times that knowledge is intuitive. If a train is always on time, schedules can be planned
more precisely. If clothing sizes are consistent, time can be saved by ordering from a
catalog. But rarely are such things thought about in terms of the value of low variability.
With engineers, the knowledge is better defined. Pistons must fit cylinders, doors must fit
openings, electrical components must be compatible, and boxes of cereal must have the
right amount of raisins—otherwise quality will be unacceptable and customers will be
dissatisfied.
However, engineers also know that it is impossible to have zero variability. For this rea-
son, designers establish specifications that define not only the target value of something but
also acceptable limits about the target. For example, if the aim value of a dimension is
10 inches, the design specifications might then be 10.00 inches ±0.02 inch. This would tell
the manufacturing department that, while it should aim for exactly 10 inches, anything be-
tween 9.98 and 10.02 inches is OK. These design limits are often referred to as the upper
and lower specification limits or the upper and lower tolerance limits.
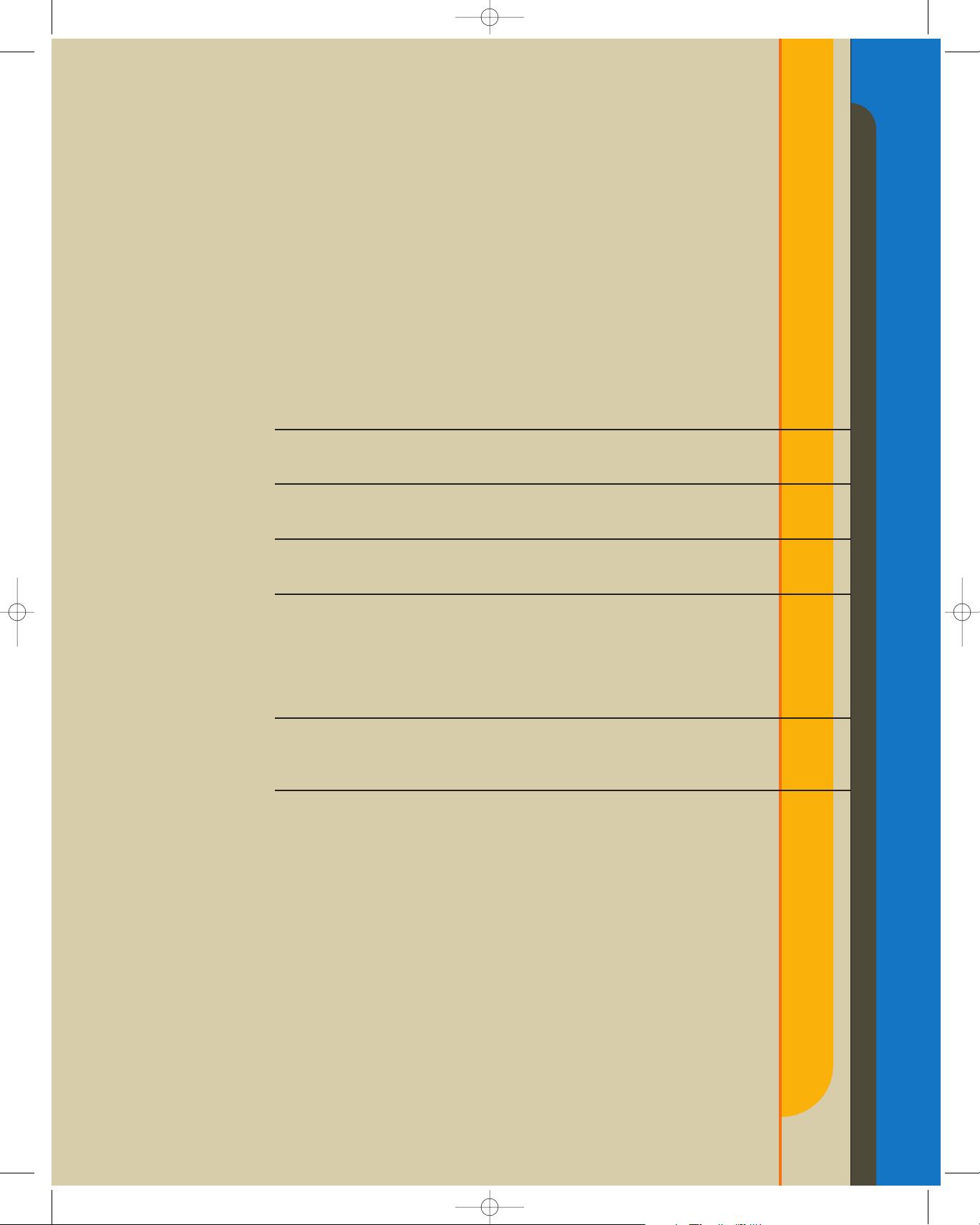
A traditional way of interpreting such a specification is that any part that falls within the
allowed range is equally good, whereas any part falling outside the range is totally bad.
This is illustrated in Exhibit TN7.1. (Note that the cost is zero over the entire specification
range, and then there is a quantum leap in cost once the limit is violated.)
Genichi Taguchi, a noted quality expert from Japan, has pointed out that the traditional
view illustrated in Exhibit TN7.1 is nonsense for two reasons:
1 From the customer’s view, there is often practically no difference between a product
just inside specifications and a product just outside. Conversely, there is a far greater
difference in the quality of a product that is the target and the quality of one that is
near a limit.
2 As customers get more demanding, there is pressure to reduce variability. However,
Exhibit TN7.1 does not reflect this logic.
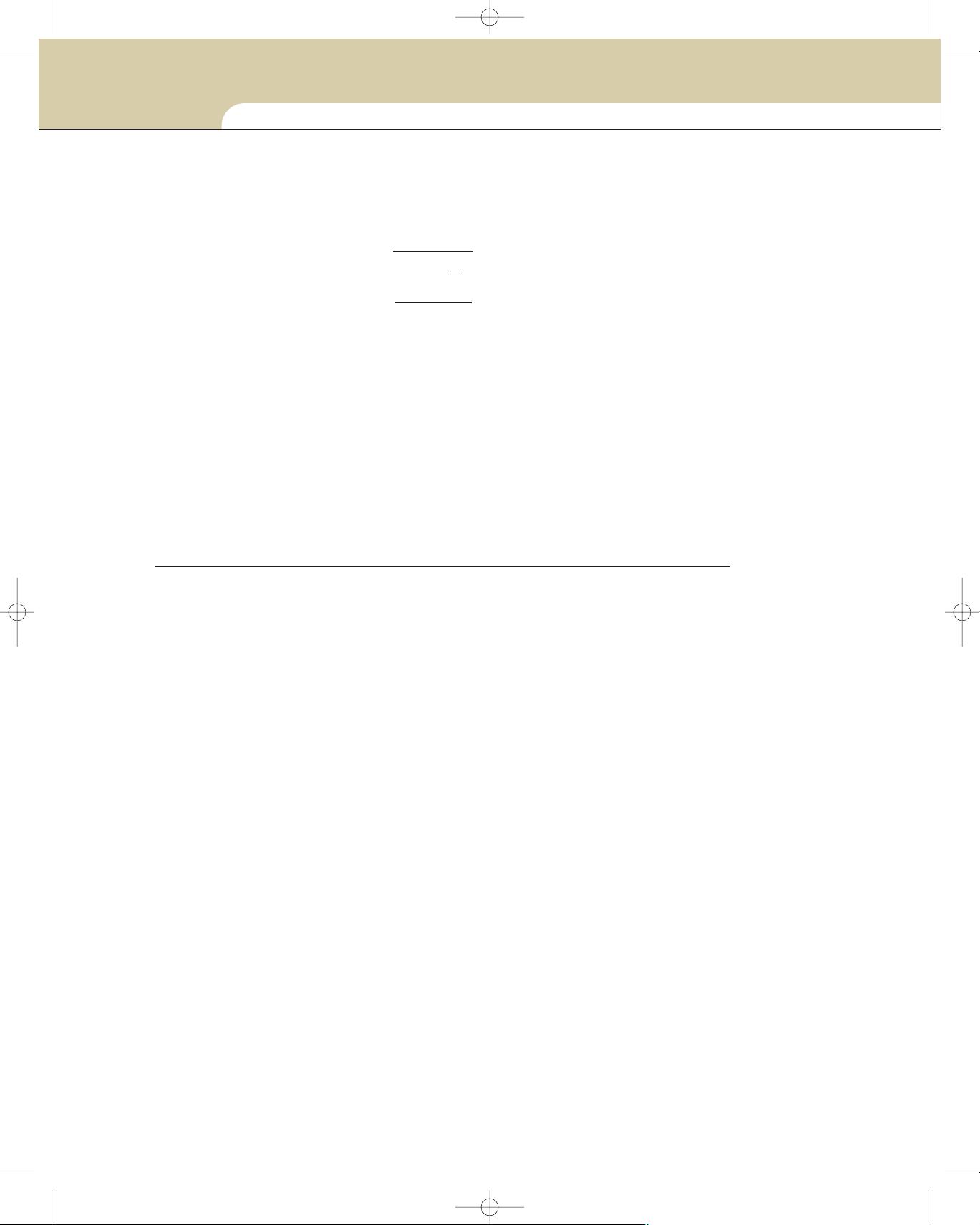
Taguchi suggests that a more correct picture of the loss is shown in Exhibit TN7.2.
Notice that in this graph the cost is represented by a smooth curve. There are dozens of
Upper and lower specification
or tolerance limits