基于注塑模具钢研磨和抛光工序的自动化表面处理.docx
版权申诉
99 浏览量
2023-02-03
17:51:44
上传
评论
收藏 1.02MB DOCX 举报

译文标题
基于注塑模具钢研磨和抛光工序的自动化表面处理
原文标题
Based on the injection mold steel grinding and polishing processes
automated surface treatment
作 者
Chao-Chang A. Chen · Wen-Tu
Li
译 名
晁常 温途
利
国 籍
美国
原文出处
Shiou FJ, Chen CH (2003) Determination of optimal ball-burnishing
parameters for plastic injection molding steel. Int J Adv Manuf Technol
基于注塑模具钢研磨和抛光工序的自动化表面处理
摘要
本文研究了注塑模具钢自动研磨与球面抛光加工工序的可能性,这种注塑模具钢 PDS5
的塑性曲面是在数控加工中心完成的。这项研究已经完成了磨削刀架的设计与制造。 最佳
表面研磨参数是在钢铁 PDS5 的加工中心测定的。对于 PDS5 注塑模具钢的最佳球面研磨参数
是以下一系列的组合:研磨材料的磨料为粉红氧化铝,进给量 500 毫米/分钟,磨削深度 20
微米,磨削转速为 18000RPM。用优化的参数进行表面研磨,表面粗糙度 Ra 值可由大约 1.60
微米改善至 0.35 微米。 用球抛光工艺和参数优化抛光,可以进一步改善表面粗糙度 Ra 值
从 0.343 微米至 0.06 微米左右。在模具内部曲面的测试部分,用最佳参数的表面研磨、抛
光,曲面表面粗糙度就可以提高约 2.15 微米到 0 0.07 微米。
关键词: 自动化表面处理 抛光 磨削加工 表面粗糙度 田口方法
一、引言
塑胶工程材料由于其重要特点,如耐化学腐蚀性、低密度、易于制造,并已日渐取代金属
部件在工业中广泛应用。 注塑成型对于塑料制品是一个重要工艺。注塑模具的表面质量是
设计的本质要求,因为它直接影响了塑胶产品的外观和性能。 加工工艺如球面研磨、抛光常
用于改善表面光洁度。
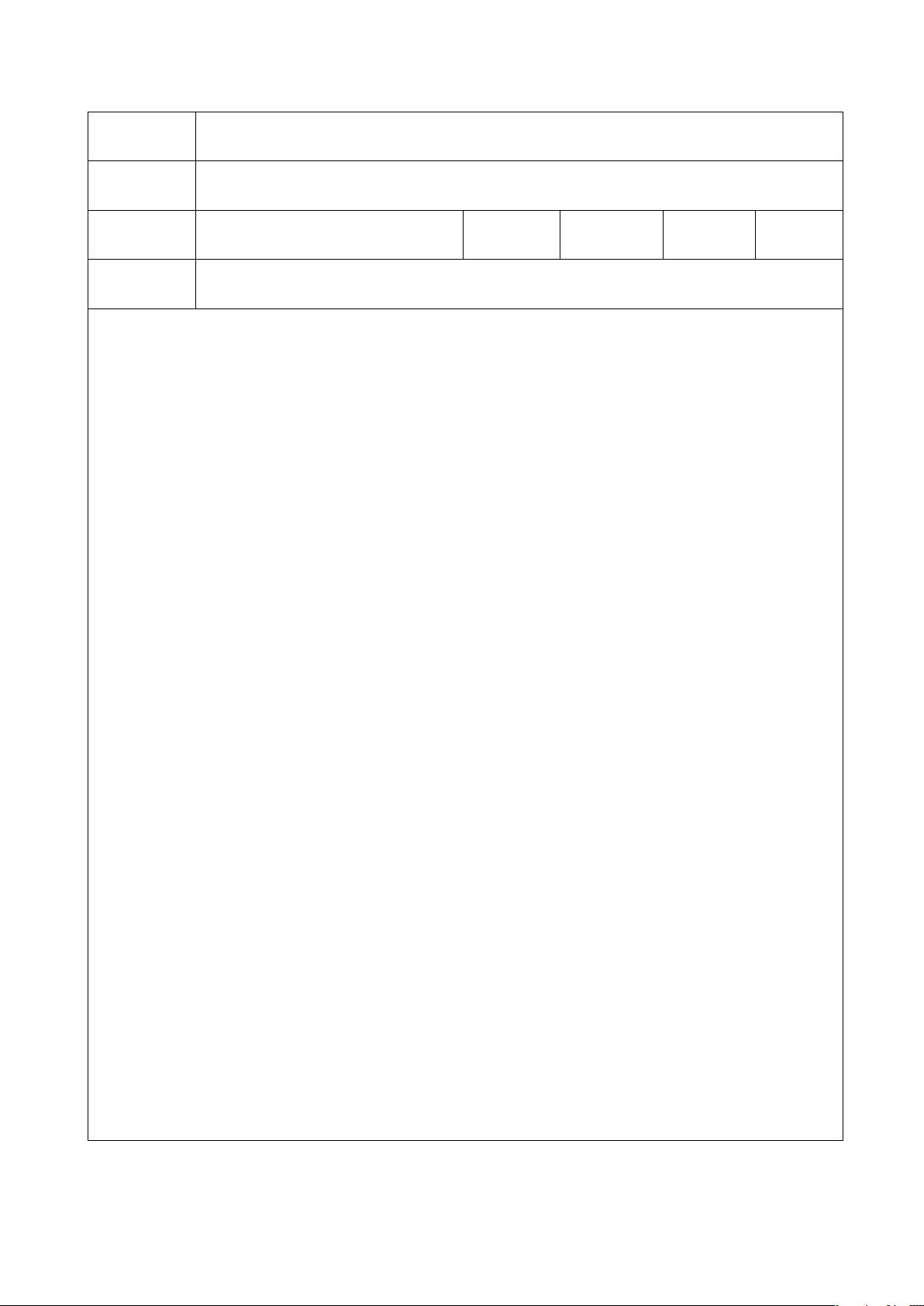
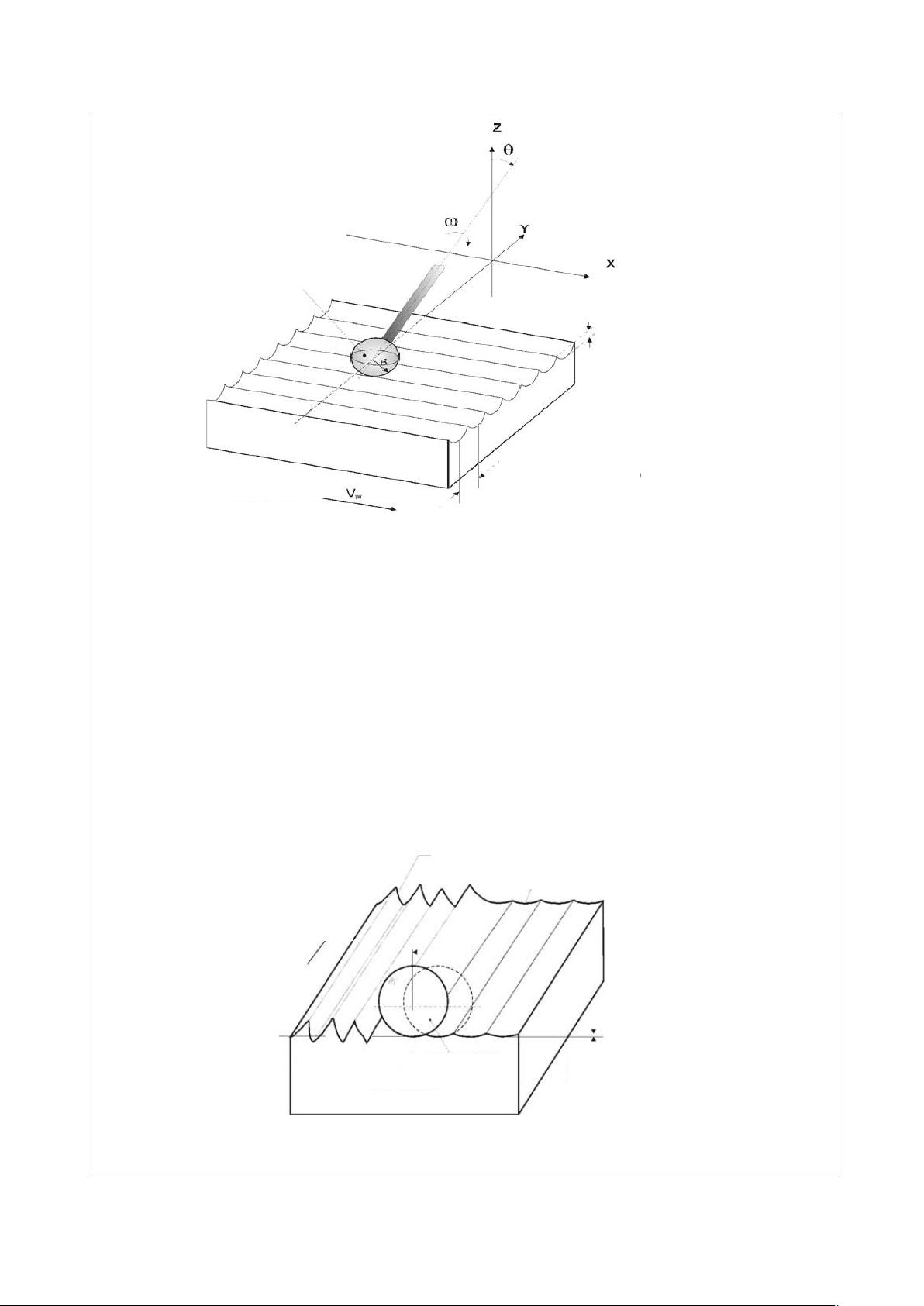
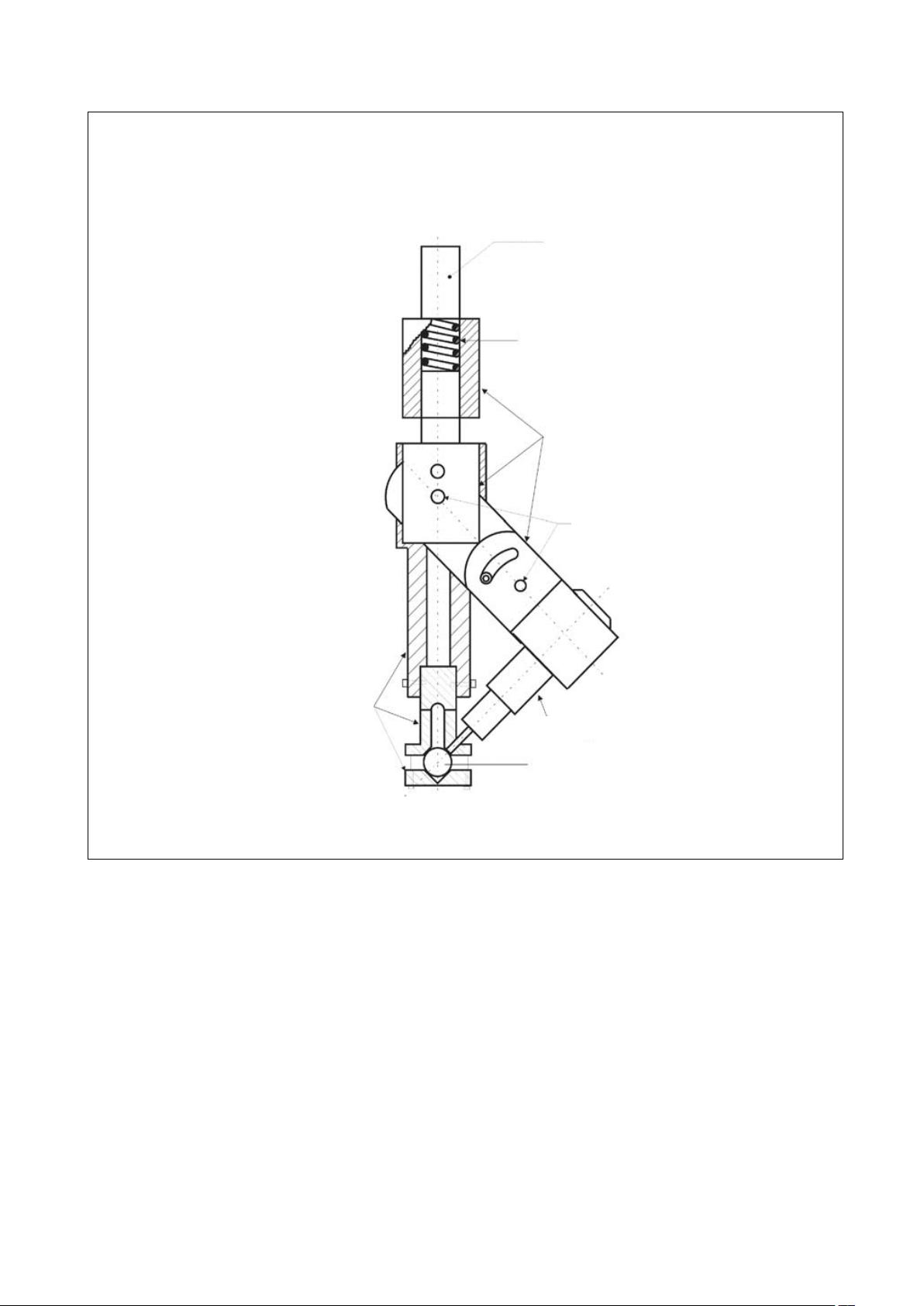
研磨工具(轮子)的安装已广泛用于传统模具的制造产业。自动化表面研磨加工工具的几
何模型将介绍。自动化表面处理的球磨研磨工具将得到示范和开发。 磨削速度, 磨削深度,
进给速率和砂轮尺寸、研磨材料特性(如磨料粒度大小)是球形研磨工艺中主要的参数,如
图 1(球面研磨过程示意图)所示。注塑模具钢的球面研磨最优化参数目前尚未在文献得到
确切的依据。


剩余46页未读,继续阅读
资源评论


猫一样的女子245
- 粉丝: 101
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 12位双通道高速ADC芯片AD9238评估板开发模块ALTIUM设计硬件(原理图+PCB)工程文件.zip
- 基于74LS160的20到70的置数仿真节线图
- 解决mac上qt链接mysql方案加使用软件,经测试连接成功
- 锅炉引风机控制;变频调速技术;PLC;组态软件
- Java项目-电影院售票管理系统(java+Servlet+JSP+JDBC+Mysql)
- SSM整合开发-图书管理系统
- 计二202301020210蒋怡.zip
- 基于74LS160的70进制计数器仿真节线图
- 基于74LS160的30进制与70进制转化仿真节线图
- 【用360解压工具解压】springboot+vue实验室(预约)管理系统【www.java1234.com】.zip
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


