第二节-冷冲压模具常用零件标准.doc
版权申诉
172 浏览量
2023-02-02
18:11:18
上传
评论
收藏 947KB DOC 举报

冷冲压模具常用零件标准
一、弹簧与橡胶的选用
1.橡胶
橡胶允许承受的载荷较大,占据的空间较小,安装调整比较灵活方便,而且成本低,是
中小型冷冲模弹性卸料、顶件及压边的常用弹性元件。
选用橡胶时,应主要确定其自由高度、预压缩量及截面积。其计算公式及步骤可由表 1
确定。
表 1 卸料橡胶计算公式
序号
计算步骤及计算公式
说 明
1
确定自由高度
0
H
0.3~0.25
0
修磨
工
HH
H
�
�
工
H
—冲模的工作行程(mm)。对冲裁模而言,
1�� tH
工
修磨
H
—预留的修磨量。一般取 5~10mm
2
确定
预
H
和
装
H
0
0.15~0.10 HH )(
预
�
预
自装
HHH ��
预
H
—橡胶的预压缩量
装
H
—冲模装配好以后橡胶的高度
3
确定橡胶的横截面积(mm
2
)
p
F
A �
F
—所需卸料力(N)
p
—橡 胶 在 预 压 缩 状 态 下 的 单 位 压 力 : 约
0.26~0.5MPa
2.弹簧
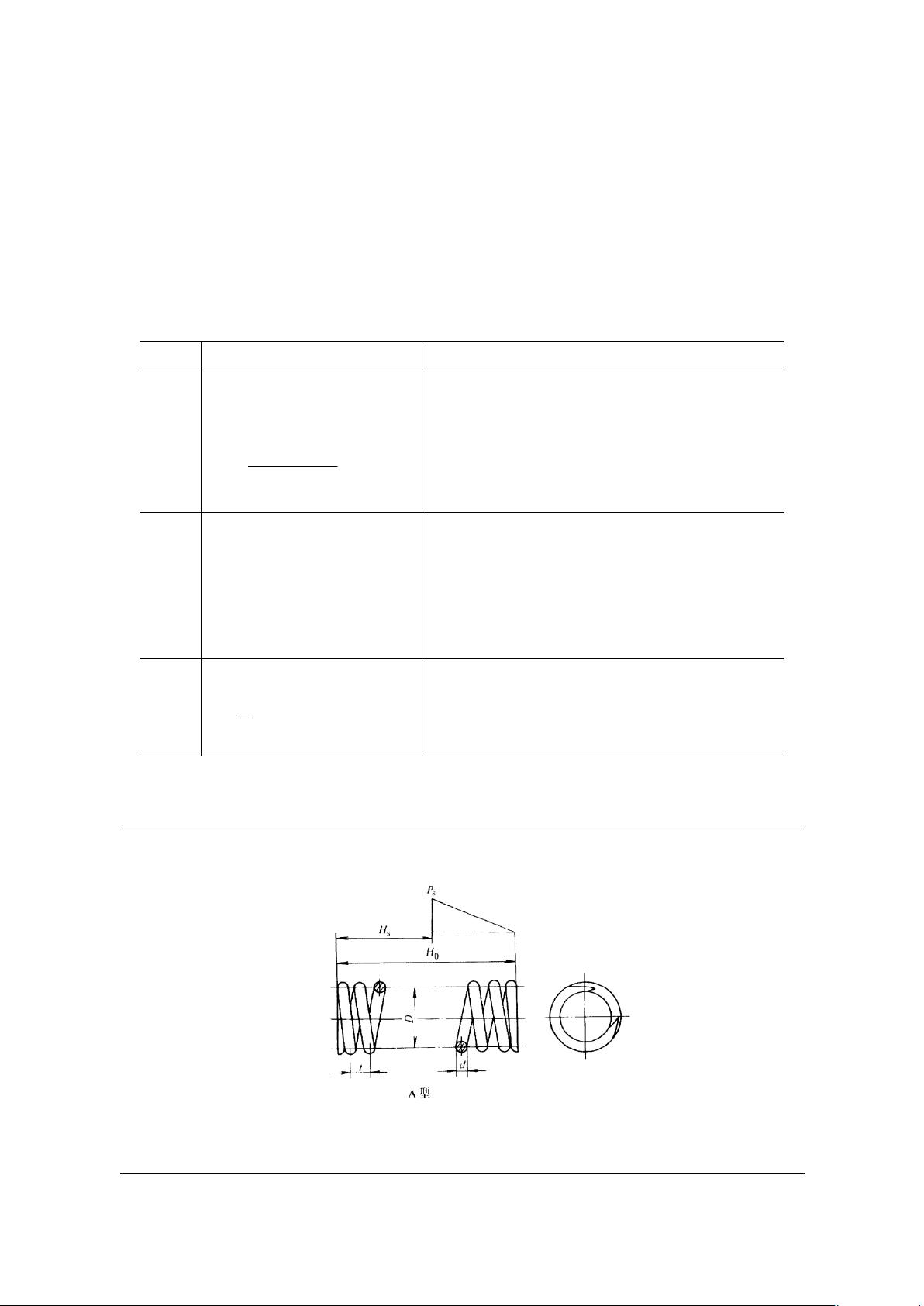
弹簧常用圆柱螺旋压缩弹簧和碟形弹簧可按表 2 至表 4 选用。
表 2 圆柱螺旋压缩弹簧

剩余22页未读,继续阅读
资源评论


猫一样的女子245
- 粉丝: 95
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











