罗拉的设计工艺技术流程详解,罗拉的设计工艺教程图解.docx
版权申诉
94 浏览量
2023-09-18
12:57:02
上传
评论
收藏 1.17MB DOCX 举报


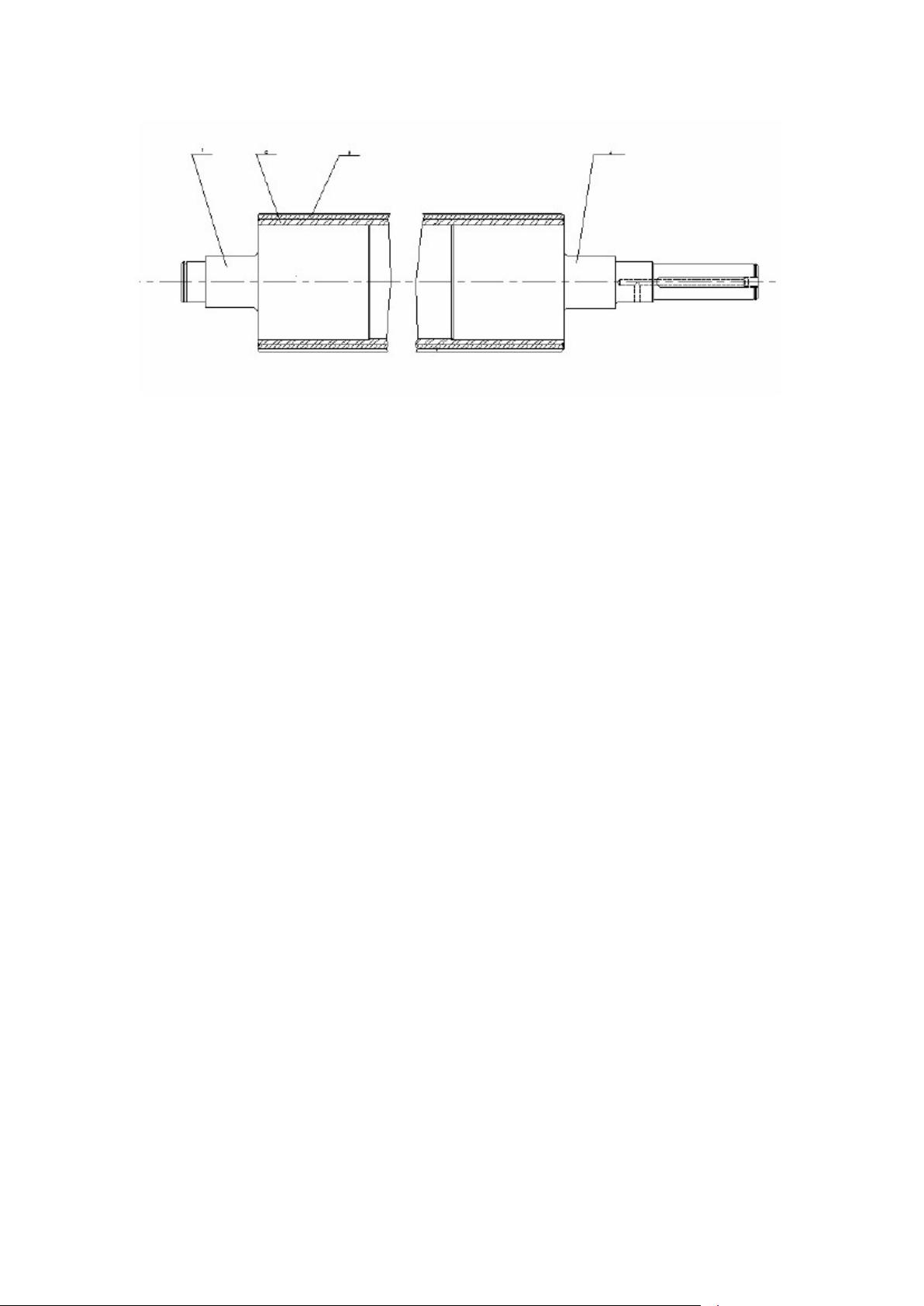
1.罗拉的零件外形,结构特点,及加工工艺
罗拉是纺织机械中起喂给、牵伸、输出等作用的圆柱形回转零件,是英语词
“roller”的音译,有辊和轴的含义。广泛用于牵伸、梳理、输送等机构。按所
起的作用分为牵伸罗拉、喂给罗拉、紧压罗拉、工作罗拉等。牵伸罗拉是纺纱机
牵伸机构的主要零件,由上罗拉和下罗拉成对组成罗拉拑口,握持纱条进行牵伸。
罗拉的质量影响输出纱条的均匀度。在不加说明时,通常提到的罗拉即指牵伸下
罗拉,它是外圆有沟槽、滚花、或光滑表面的钢制细长轴,常沿纺纱机的全长将
若干根单节联接成整列,由传动机构积极传动。
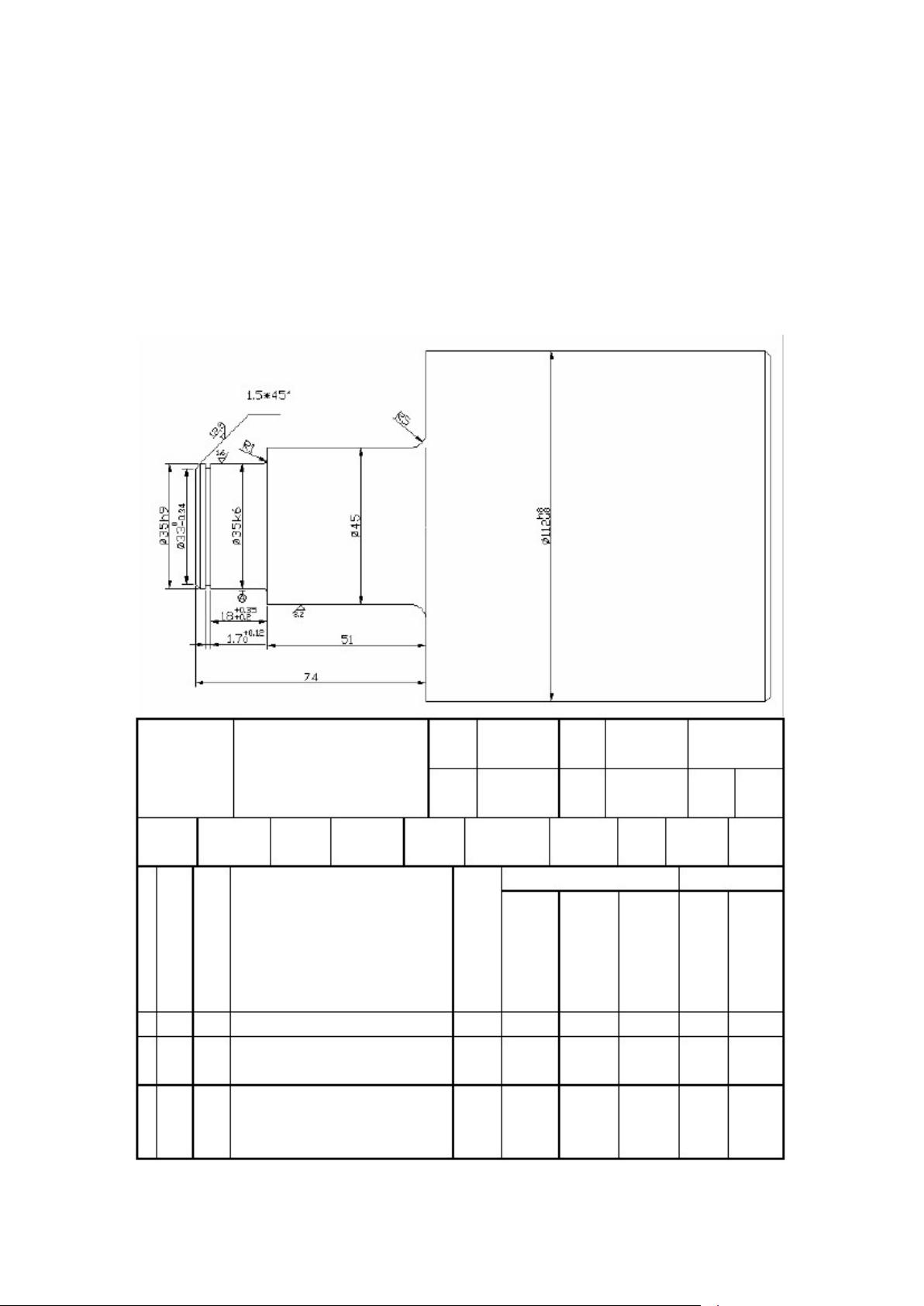
它的主要技术特征是:①直径应与所纺纤维的长度、上罗拉加压、罗拉的轴
承距相适应,有足够的抗弯和抗扭刚度。②具有正确的沟槽齿形和符合规定的表
面光洁度,能有效握持纤维又不致损伤或钩住纤维。③具有较高的制造精度,有
互换性,以保证纺纱质量,减少因罗拉偏心,弯曲等机械因素造成纱条不匀。④
表面耐磨而中心坚韧,常用 20 号钢渗碳淬硬或 45 号钢淬硬,也有用铬钼钢制造
的,有时还要进行耐腐蚀、防锈等表面处理。
沟槽罗拉的断面规定为具有梯形沟槽的齿轮形状。断面参数包括沟槽角 α、
沟槽深 h、节距 t、齿顶宽 b 以及罗拉外径和齿数。齿顶宽是与上罗拉接触的部
位,齿顶太窄容易损伤上罗拉和纤维,齿顶太宽则握持力降低。滚花罗拉又称皮
圈罗拉,断面是等分的夹角齿轮形状,圆柱表面是均匀分布的菱形凸块,要求能
避免皮圈打滑,但又不损伤皮圈。 按装配机台沟槽罗拉又分并条、粗纱、细纱
三大类。并条罗拉的齿顶宽、沟槽底宽、节距、沟槽角均比粗纱、细纱罗拉为大,
细纱罗拉的齿形相对较细较密。沟槽罗拉轴向的齿形方向有直齿、斜齿、人字齿
三种。斜齿罗拉和上罗拉的接触点分布均匀,使上罗拉回转平稳。人字齿罗拉相
邻沟槽的齿形方向相反、角度相等,有利于上下罗拉的平行。
除并条罗拉以外,粗纱和细纱罗拉都是以 4 锭、6 锭、或 8 锭为一节,再逐
节联接。罗拉接头方式有螺纹联接、双头螺栓联接、多槽键联接以及早期的方榫
联接等。螺纹旋向有左旋和右旋。联接方式的选择应考虑罗拉正常旋转时螺旋愈
旋愈紧的原则。
罗拉轴承可以分滑动轴承和滚动轴承两类。滑动轴承又分可脱卸的轴瓦式和
固定镶嵌的轴衬式。材料有铸青铜、铁基或铜基含油衬、尼龙或酚醛层压板等。
纺纱机械上所用的上罗拉,大多是表面包覆弹性物的,俗称皮辊。也有表面
光滑的,称铁辊或轻质辊,个别机器也采用沟槽罗拉。皮辊的表面包覆丁腈橡胶
的称为丁腈皮辊。上罗拉通常都由下罗拉摩擦传动,少数也有用齿轮传动的。喂
入牵伸机构的纱条具有一定的厚度,为了能均匀地握持纤维,又不损伤纤维,上
罗拉需包覆富有弹性的材料。这种弹性包覆物统称为皮壳(或胶管)。皮壳在压
力的作用下产生压缩性变形,使皮辊与罗拉的实际握持拑口不是一条线,而是一
个面,形成控制纤维运动的摩擦力场。


剩余34页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 69
- 资源: 5584

下载权益

C知道特权

VIP文章

课程特权
开通VIP











