机械加工工艺工艺过程工序卡片气门摇杆轴支座.doc
版权申诉
52 浏览量
2023-09-16
12:34:01
上传
评论
收藏 725KB DOC 举报

产品型号
零件图号
重庆理工大学
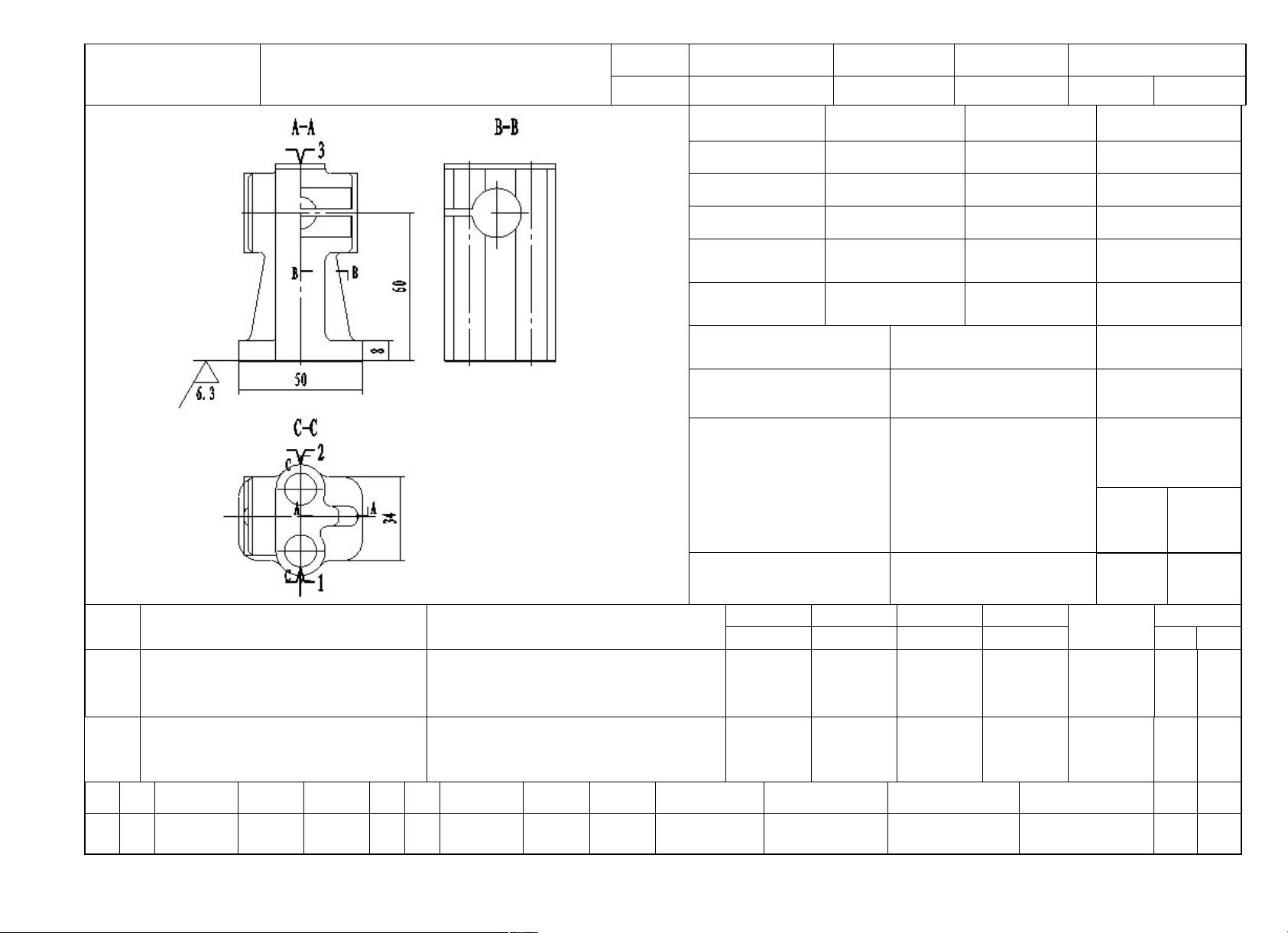
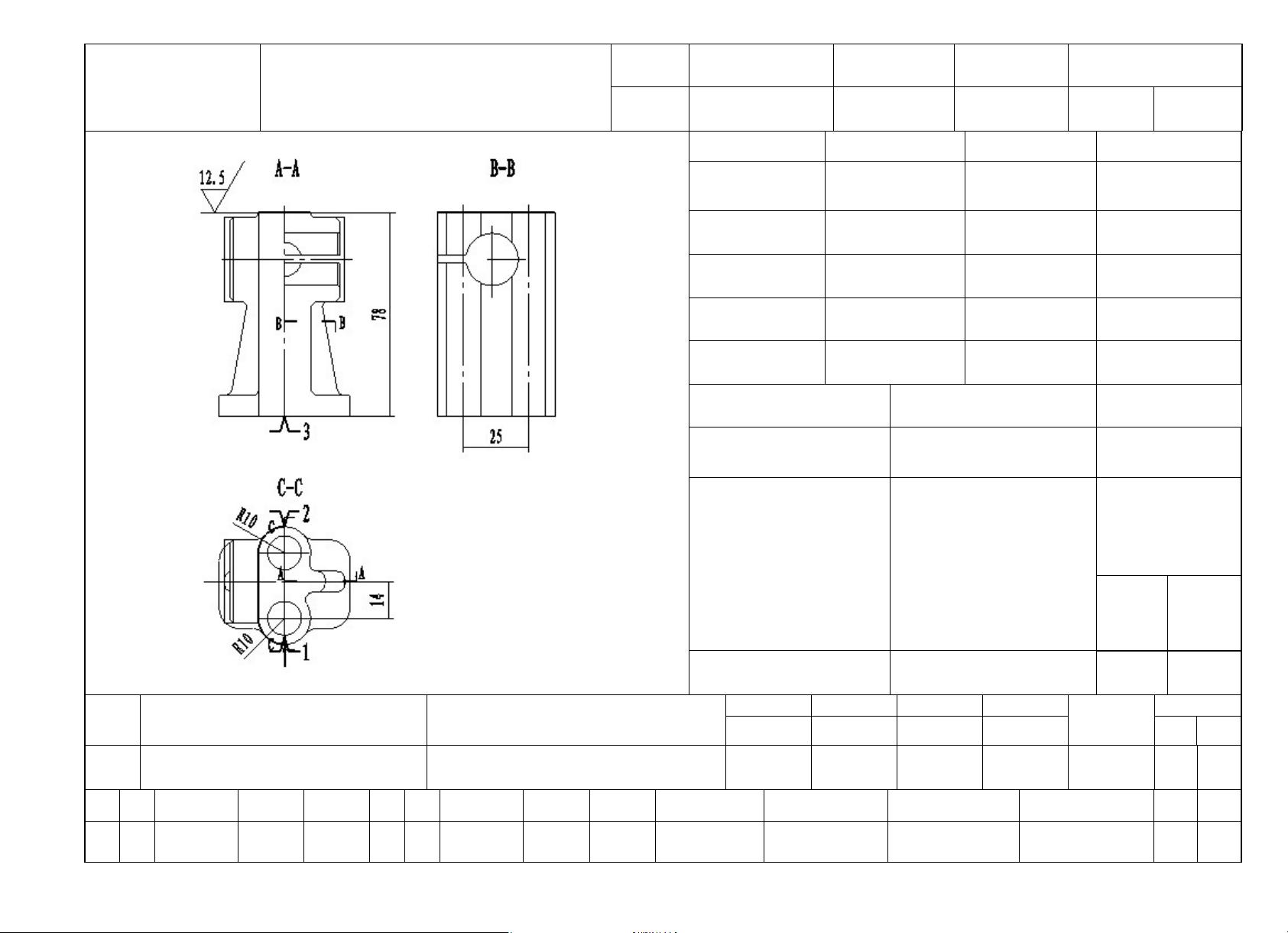
机械加工工序卡片
产品名称
气门摇杆轴支座
零件名称
共
6
页
第
1
页
车间
工序号
工序名称
材 料 牌 号
30
粗、精铣 50 底面
HT200
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
HT200
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
铣夹具
亚硝酸钠
工序工时 (分)
工位器具编号
工位器具名称
准终
单件
主轴转速
切削速度
进给量
切削深度
工步工时
工序号
工 步 内 容
工 艺 装 备
r/min
m/min
mm/r
mm
进给次数
机动
辅助
1
粗铣 50 底面
端铣刀、游标卡尺
475
89.5
0.2
2.0
2
2
精铣 50 底面
端铣刀、游标卡尺
475
89.5
0.2
2.0
2
设 计(日 期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期


剩余19页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 70
- 资源: 5584

下载权益

C知道特权

VIP文章

课程特权
开通VIP











