数控加工路线的确定.docx
版权申诉
177 浏览量
2023-09-13
14:25:47
上传
评论
收藏 508KB DOCX 举报


(1)加工路线的确定原则
在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线。确定加工路线是编写
程序前的重要步骤,加工路线的确定应遵循以下原则。
1.加工路线应保证被加工零件的精度和表面粗糙度,且效率较高。
2.使数值计算简单,以减少编程工作量。
3.应使加工路线最短,这样既可以减少程序段,又可以减少空刀时间。
此外,确定加工路线时,还要考虑工件的加工余量和机床、刀具的刚度等情况,确定是
一次走刀,还是多次走刀来完成加工,以及在铣削加工中是采用顺铣还是逆铣等。
(2)辅助程序段的设计
1.轮廓加工的进退刀路径设计在对零件的轮廓进行加工时,为了保证零件的加工精度和
表面粗糙度符合要求,应合理地设计进退刀路径。
如图 1 所示,当铣削平面零件外轮廓时,一般采用立铣刀侧刃切削。刀具切入工件时,
应避免沿零件外廓的法向切入,而应沿外廓曲线延长线的切向切入,以避免在切入处产生刀
具的刻痕而影响表面质量,保证零件外廓曲线平滑过渡。同理,在切离工件时,也应避免在
工件的轮廓处直接退刀,而应该沿零件轮廓延长线的切向逐渐切离工件。
图 1 外轮廓加工刀具的切入切出
图 2 内轮廓加工刀具的切入和切出 1
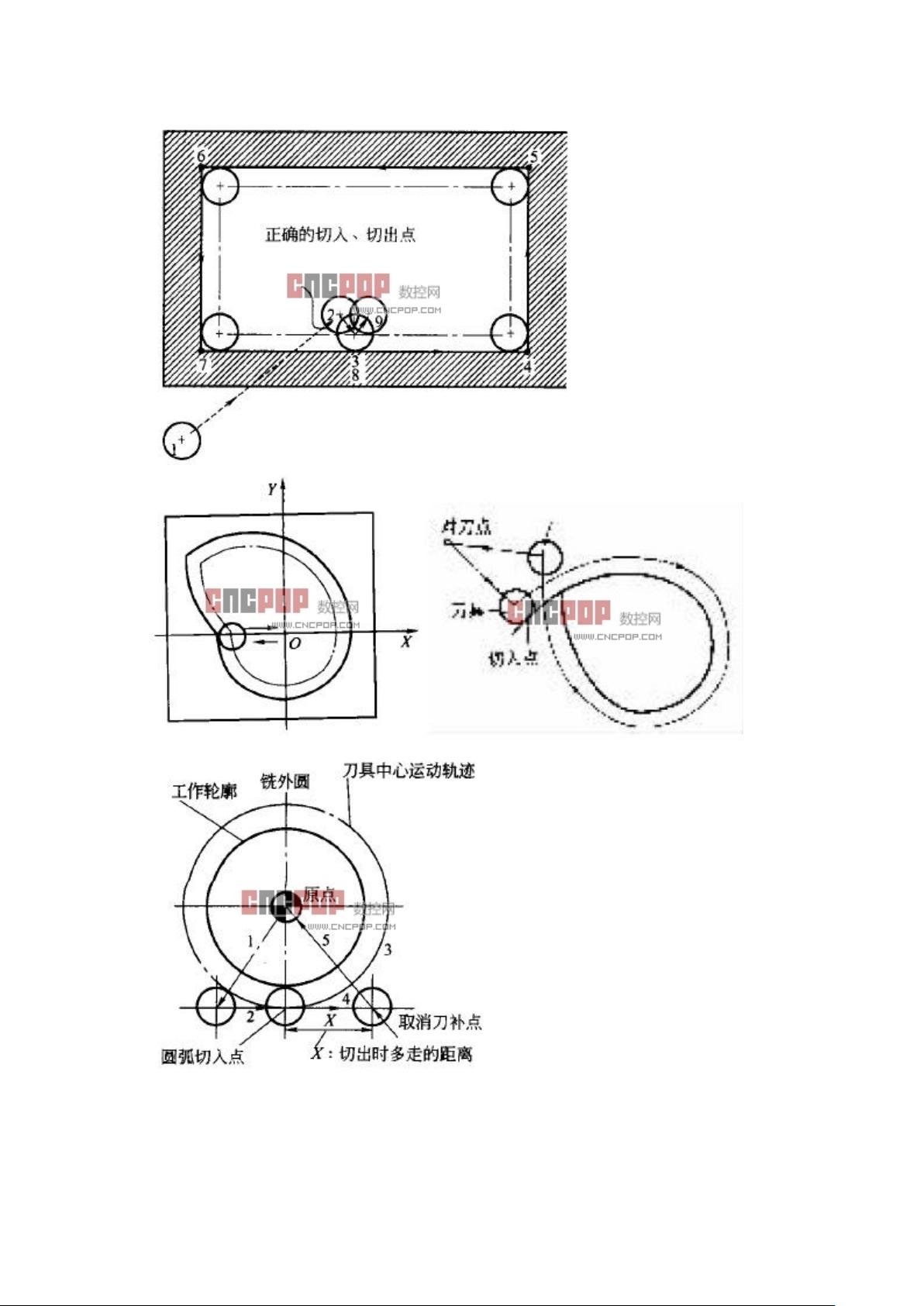
铣削封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入切出。若内轮
廓曲线不允许外延(见图 2),刀具只能沿内轮廓曲线的法向切入切出,此时刀具的切入切
出点应尽量选在内轮廓曲线两几何元素的交点处。当内部几何元素相切无交点时(见图 3),
为防止刀具在轮廓拐角处留下凹口,刀具切入切出点应远离拐角。
图 3 内轮廓加工刀具的切入和切出 2
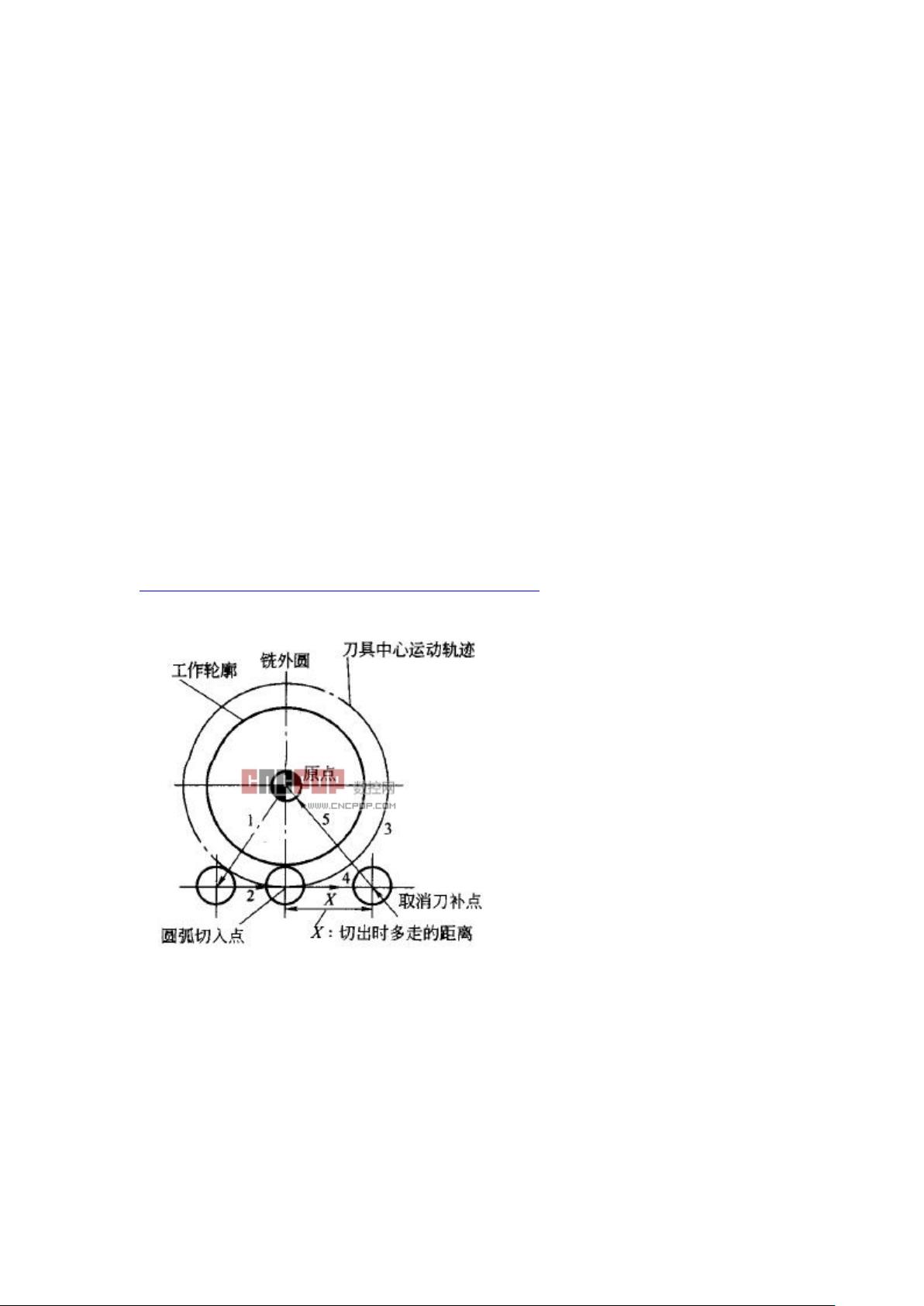
如图 4 所示,用圆弧插补方式铣削外整圆时,当整圆加工完毕时,不要在切点处直接退
刀,而应让刀具沿切线方向多运动一段距离,以免取消刀补时,刀具与工件表面相碰,造成
工件报废。铣削内圆弧时也要遵循从切向切入的原则。最好安排从圆弧过渡到圆弧的加工路
剩余26页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 73
- 资源: 5584









最新资源
- 利用DS1302的可调时钟
- 基于 python实现对一幅 BMP 格式的灰度图像先进行二元霍夫曼编码和游程编码【信息论与编码课程设计】(课程设计报告+源码)
- python头歌换披萨模拟场景示例
- 基于 yolo 的行人目标检测 + 源代码 + 详细文档
- 基于springboot+vue+MySQL实现的在线考试系统+源代码+文档
- 基于 yolo 的行人目标检测 + 源代码 + 详细文档
- 基于 C++的OpenGL、Qt 实现图形绘制系统,画图板课程实践(课程实践报告+源码)
- 机器学习课程设计报告基本大纲
- 基于LoRa的主从机农田监测系统原理图
- PTC Creo View 是由 PTC 公司开发的一款专业的三维可视化软件,专为工程设计和制造领域而设计
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


