单盘齿廓测量仪设计与实现文档.doc
版权申诉
90 浏览量
2024-03-26
23:26:44
上传
评论
收藏 3.35MB DOC 举报

- 1 -
第 1 章 绪论
1.1 课题的研究内容和意义
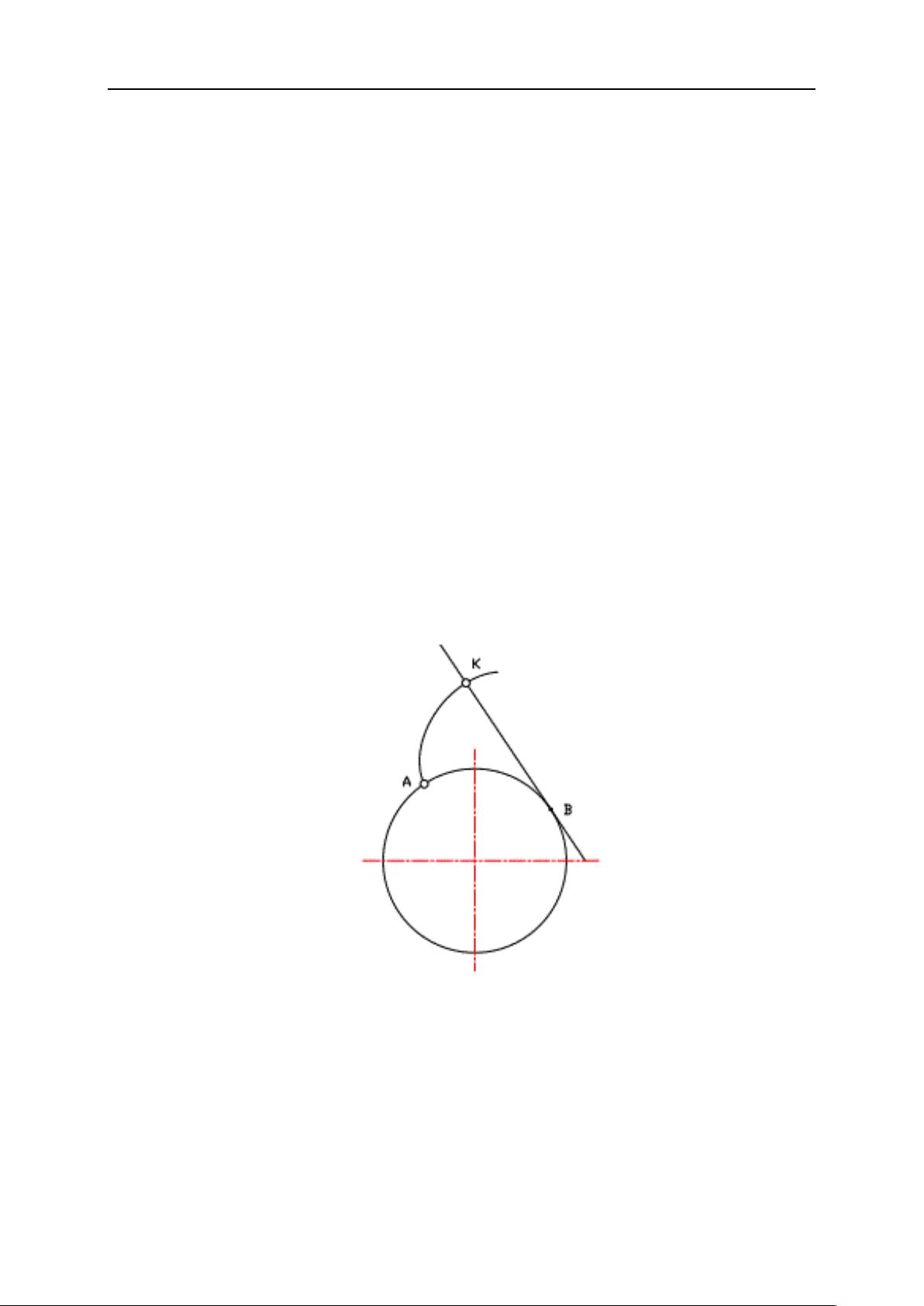
齿轮的应用有着悠久的历史,而齿轮的研究却是在 17 世纪 M.Camus 发现齿轮传动
的节点原理后开始的;1765 年,L.Euler 将渐开线齿形引入齿轮
[1]
,100 多年后,Fellows
等人应用范成法高效地生产渐开线齿轮,由此渐开线齿轮得到了广泛的应用。按照齿轮
精度标准划分,可将现代齿轮测量技术归纳为如下五种类型:齿轮综合误差测量技术、
齿轮整体误差测量技术、齿轮单项几何形状误差测量技术/齿轮在机测量技术和齿轮激光
测量技术。
上世纪五十年代苏联生产的单盘式渐开线检查仪,由于它结构简单,因而测量精度
高。这种仪器曾经在车间大量使用。在当时的年代和科技水平,这种检查仪是比较先进
的,使用起来也比较方便。但随着科技的发展,测量技术也日新月异。以前的单盘式渐
开线检查仪暴露了一些缺点。所以,只有对老式测量仪进行优化设计,才能继续满足现
代化测量的要求。
本次毕业设计为了实现数控化,对以前老式单盘齿廓测量仪进行数控化改造,采用
一些机电一体化技术和单片机控制系统。通过查阅资料、设计手册对单盘齿廓测量仪进
行优化设计,使其在实际应用中更加智能、方便和可靠。
1.2 典型的齿廓测量仪
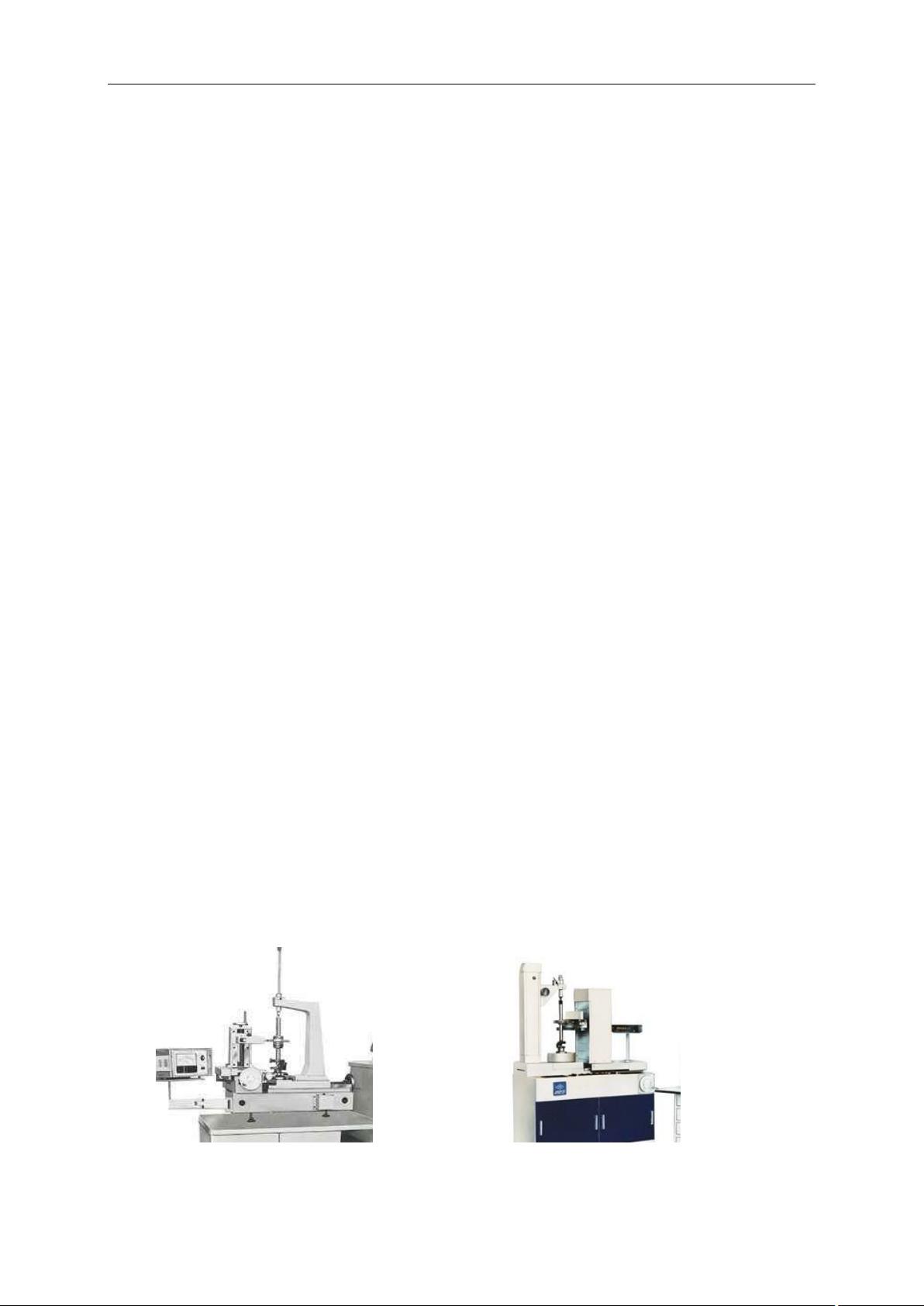
常见的渐开线检查仪主要有单盘式和万能式等,主要用于现代化的工厂测量和实验
室中,如图 1.1 和图 1.2 所示。
图 1.1 单盘式齿廓测量仪 图 1.2 万能式渐开线检查仪



剩余57页未读,继续阅读
资源评论


等天晴i
- 粉丝: 3479
- 资源: 10万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











