年产吨浓缩苹果汁的工厂设计.doc
需积分: 26 131 浏览量
2021-09-16
12:54:29
上传
评论
收藏 393KB DOC 举报

2 工艺流程及论证
2.1 工艺流程
果渣
果渣
果胶酶
淀粉酶
浊汁 浊汁
果胶酶
淀粉酶
浊汁 浊汁
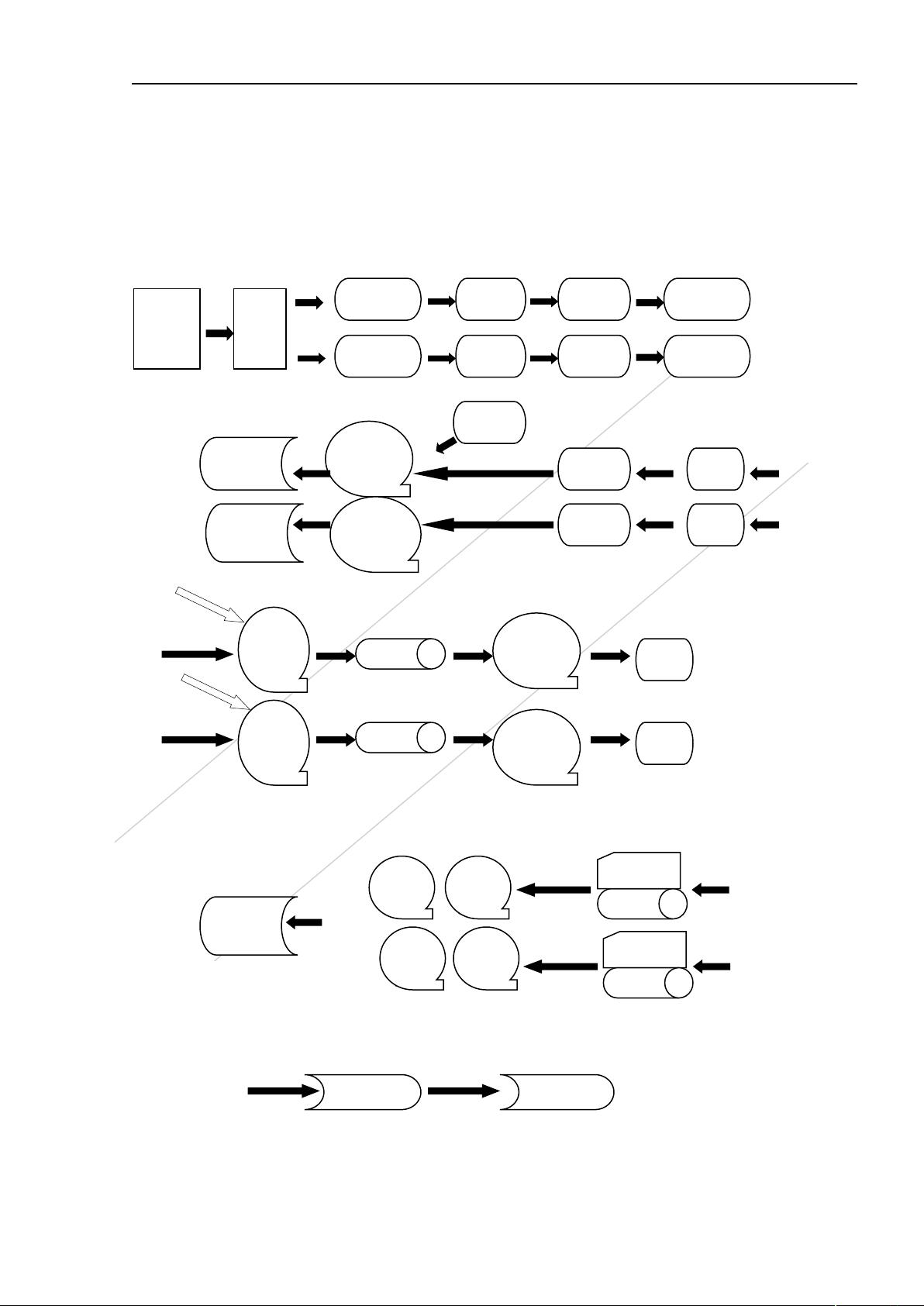
图 2-1 浓缩苹果汁工艺流程图
对工艺流程进行分析,分解各个步骤,流程如下:
原料果验收→清洗拣选→破碎→压榨→粗滤→第一次巴氏杀菌→冷却→酶解→澄清→
超滤→脱色→浓缩→混合→第二次巴氏杀菌→包装材料验收→无菌灌装→冷藏→成品。
2.2 工艺流程解说
(1)苹果主要从当地收集,应为新鲜的苹果,以免水分蒸发太多、影响原料利用率。
(2)运输不当往往会造成很大的损失,因此苹果的运输也是一个很重要的环节。运输
时必须注意保持原料完整性,防止震荡、细菌侵入等造成原料浪费。尽量缩短中途停留
时间,提高运输效率,以免苹果变质。
每年 4 月、6 月、7 月份由采供部负责分三次对原料产地进行普查,确定安全收购区
域。4 月份采土样,6 月份、7 月份采苹果样由化验室进行检验农药残留及重金属,根据
供货数量以及化验室检验结果评定合格供应商。原料供应商应具备“农药残留普查合格证
明”,在原料果进厂时,检查每车原料果的“农药残留普查合格证明”,对无此证明的苹果
拒收,并做记录。苹果质检部按照 HS/ISO C-GL-106-2002《苹果收购程序》和 HS/ISO
C-GL-102-2002《苹果质检办法》对苹果进行检验、将检验合格的苹果收入果槽,不合
格的苹果拒收。
无菌袋、液袋或罐箱及酶制剂等辅料进厂后,采供部及时委托技术质检部进行检验,
检验合格后允许入库。包装材料常温贮存,使用时依照先进先出的原则;酶制剂存放在
0-5℃的冷藏库中,使用时依照先进先出的原则。清洗材料、消毒剂等辅料进厂后,采供
部及时委托质检部进行检验,检验合格后入库,分类存放并做明确的标识。
2.2.3苹果的预处理
步骤:(初验合格的苹果)→称重计量→暂存→初洗
苹果在采收后表面常附有灰尘,碎叶等杂物,必须进行初步清洗,初步清洗有两个
过程,水流输送清洗和提升机喷淋清洗。在清洗时把粘附在原料上的泥土、杂质、粉尘、
拣选
台
拣选
台
原料果
果池
暂存
小提升
机
小提升
机
毛刷机
洗果机 大提升
机
大提升
机
破碎
破碎
压榨 3
压榨 2
压榨 1
浊汁
罐暂
存 1
浊汁罐
暂存 2
预巴
杀,
冷却 1
预巴
杀,
冷却 2
酶解
澄清
(4
个 )
超
滤
滤汁
罐暂
存 2
脱色
脱色
酶解
澄清
(4
个 )
超
滤
滤汁
罐暂
存 1
浓
缩
五效管式
五效管式
浓
缩
成
品
罐
成
品
罐
成
品
罐
成
品
罐
后巴
杀,
冷却
无菌灌
装
无菌灌
装


剩余10页未读,继续阅读
资源评论













