
O0013 ;
M35 ;
M7 ;
M8 ;
G54 G90 G0 Z100. ;
G0 X0. Y0.;
M3 S2100 F210 ;
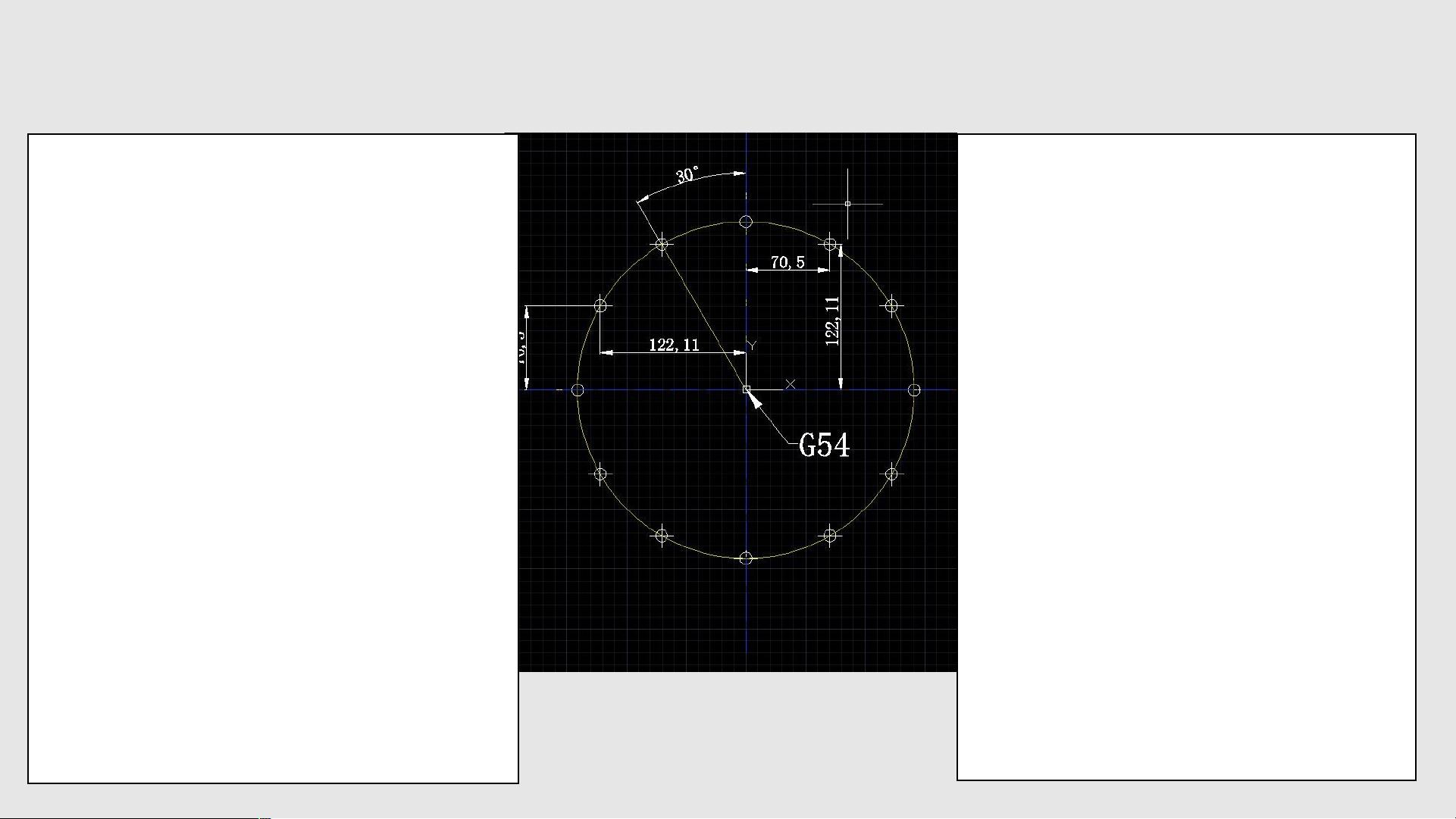
G98 G90 G81 X141.000 Y0. Z-14. R3. ;
X122.110 Y70.500 ;
X70.500 Y122.110 ;
X0.000 Y141.000 ;
X-70.500 Y122.110 ;
X-122.110 Y70.500 ;
X-141.000 Y0. ;
X-122.11 Y-70.500 ;
X-70.500 Y-122.110 ;
X0.000 Y-141.000 ;
X70.500 Y-122.110 ;
X122.110 Y-70.500 ;
G80 ;
G0 Z100 X299.000 Y364.600 ;
M30 ;
加工程序
程序所用到的知识点:
1 、工件坐标 -G54
2 、绝对值编程 -G90
3 、切削参数 -M 、 S 、 F
4 、钻孔固定循环 -G81
5 、固定循环取消 -G80
知识点
案例说明
加工图纸
第 1 页 / 共 7 页
资源评论


加油学习加油进步
- 粉丝: 1404
- 资源: 52万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- Python实现基于一维卷积神经网络(1D-CNN)的多元时间序列分类源码+文档说明
- java基于springBoot课程评价系统源码数据库 MySQL源码类型 WebForm
- 5G工业无线路由器说明书
- SunshineLife个人博客是基于django+mysql+layui的小型个人博客网站
- 5G终端拔号脚本(AT), 适用于MT5701
- 基于Python + Django的生鲜超市系统 调用alipay沙盒系统支付
- 登山比赛乘车安排表.xlsx
- 面试题记录11111111111111
- java基于springMVC的云音乐网站源码数据库 MySQL源码类型 WebForm
- MiniCADSee-X64(CAD看图软件)
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


