中图分类号:TG441.8 文献标识码:B 文章编号:1002—3607(2006)12-0034—02
1引言
焊后热处理一般为高温回火。热处理过程中对温度
的升温、降温速度和恒温值及时间有严格的要求,根据工
程需要我们自行设计制作了一台温控装置,经使用效果很
好,现介绍如下:
2结构
温度显示控制仪表选用7XM808P#整定专家PID控制
仪表,它是整个温控装置的核心元件,该仪表采用了多项
国际先进技术,功能齐全,可靠性高,具有先进的专家PID智
能调节方法,控制精确稳定,并具有51段温度程序控制功
能,通过编程可控制多种温控曲线,是目前较先进的全电
脑数字控制仪表,控制输出采用SSR固态继电器,仪表控
制输 出需安装固态继电器驱动输出模块。驱 动 电压为12V
DC/3OmA。固态继电器选用SSR—H380D100,输入3-32V,输
出380V、IOOA。加热元件为陶瓷加热带 ,每条lOkW,测温
元件热电偶分度号为K,A、B、C三相可分别接三路负载,同
时对多个焊缝进行热处理。
3原理
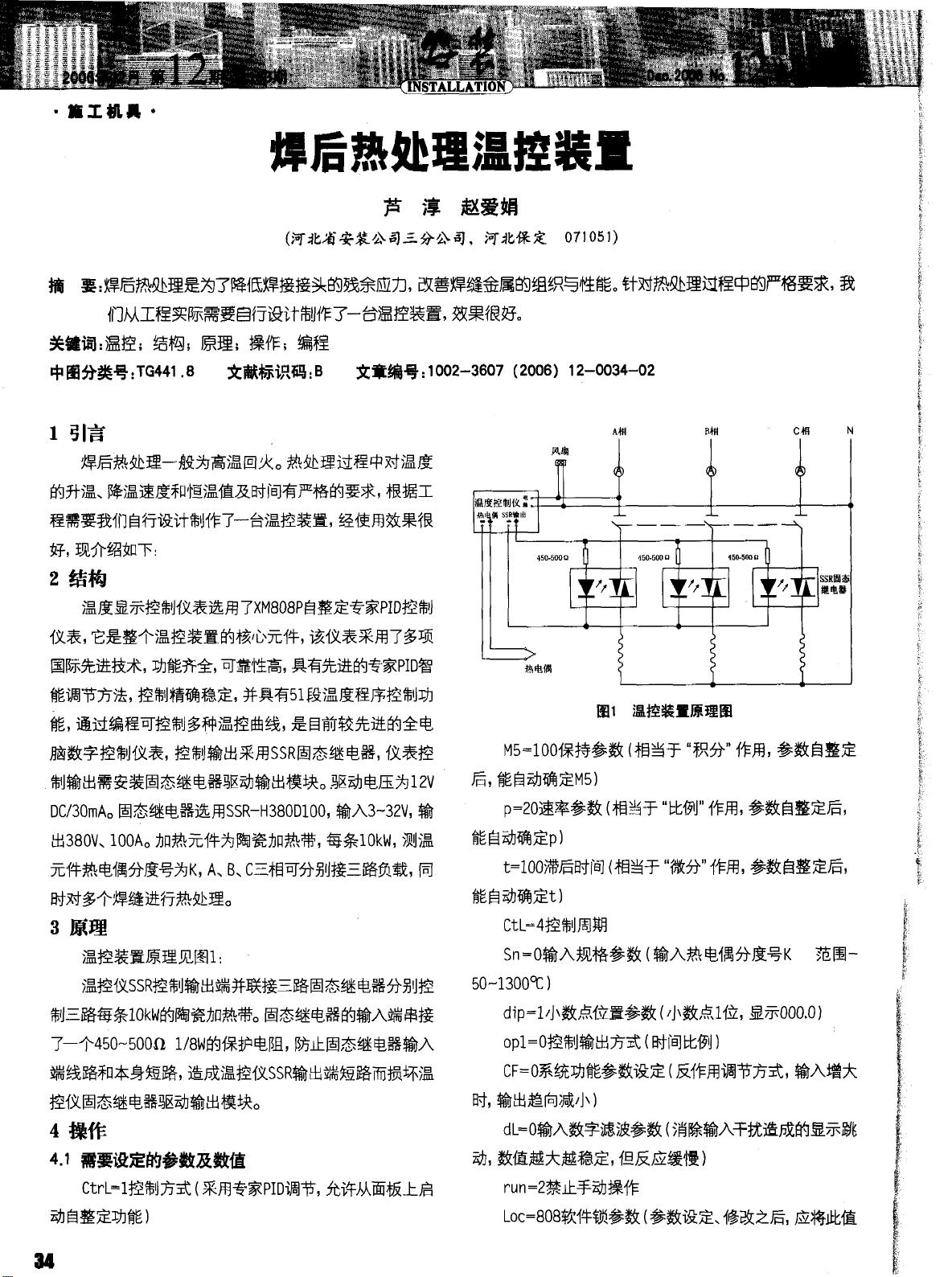
温控装置原理见图1:
温控仪SSR控制输出端并联接三路固态继电器分别控
制三路每条lOkW的陶瓷加热带。固态继电器的输入端串接
了一个45O~5O0n 1/8W的保护电阻,防止 固态继电器输入
端线路和本身短路,造成温控仪SSR输出端短路而损坏温
控仪固态继电器驱动输出模 块。
4操作
4.1需要设定的参数及数值
CtrL=l控制方式 (采用专家PID调节,允许从面板 上启
动自整定功能)
^相 B相 C相 N
图1 温控装置原理图
M5=100保持参数 (相当于 “积分”作用,参数自整定
后,能自动确定H 5)
p=20速率参数 (相当于 “比例”作用,参数自整定后,
能 自动确定 P)
t=lO0滞后时间(相当于 “微分”作用,参数自整定后,
能自动确定t)
CtL=4控制周期
Sn=O输入规格参数 (输入热电偶分度号K 范围一
50-1300%)
dip=l/J ̄数点位置参数 (小数点1位 ,显示000.0)
opl=O控制输出方式 (时间比例 )
CF=O系统功能参数设定 (反作用调节方式,输入增大
时,输出趋向减小)
dL=O输入数字滤波参数 (消除输A-l=扰造成的显示跳
动,数值越大越稳定,但反应缓慢 )
run=2禁止手动操作
Loc=808软件锁参数(参数设定、修改之后,应将此值
维普资讯 http://www.cqvip.com