
# Auto-Vscode-Cpp
自动安装Vscode和Cpp必要的环境.
## 出了点 bug,还没修好,可以先用 [这个](https://github.com/SDchao/AutoVsCEnv_WPF)
## 运行
```bash
python app.py
```
## 编译
需要下载安装 pyinstaller
```bash
pip install pyinstaller
```
然后编译成 exe 文件
```bash
pyinstaller -F app.py
```
注意需要 `static/index.html` 才能正常显示.
# 使用
## 下载
请去 [蓝奏云](https://wwe.lanzous.com/iYOa7jpg8oh) 下载该程序的 exe 可执行文件版本.
或者你也可以尝试一下速度极慢的 [Github Release](https://github.com/OrangeX4/Auto-Vscode-Cpp/releases/download/1.0.0/auto-vscode-cpp.zip).
## 运行
解压后, 右键以管理员身份运行.
如果没有出现问题, 你应该能看见这个界面:

## 使用
### Vscode的安装
如果没有安装 Vscode, 请点击第一栏的下载安装, 下载将在后台运行, 请稍等一两分钟. 下载完成后将自动打开 Vscode 的安装程序, 请手动安装.
安装过程中, 尽量选上将 Vscode 加入环境变量的选项.
### MinGW
如果你不想安装到默认目录, 请点击"修改位置"来更改你要将 MinGW 安装到的目录. MinGW 大概会占据两百兆的空间, 请确保磁盘有足够的空间.
注意! 点击"修改位置"之后, 可能会没有任何反应, 这时候请最小化浏览器, 你会看见这样一个界面:
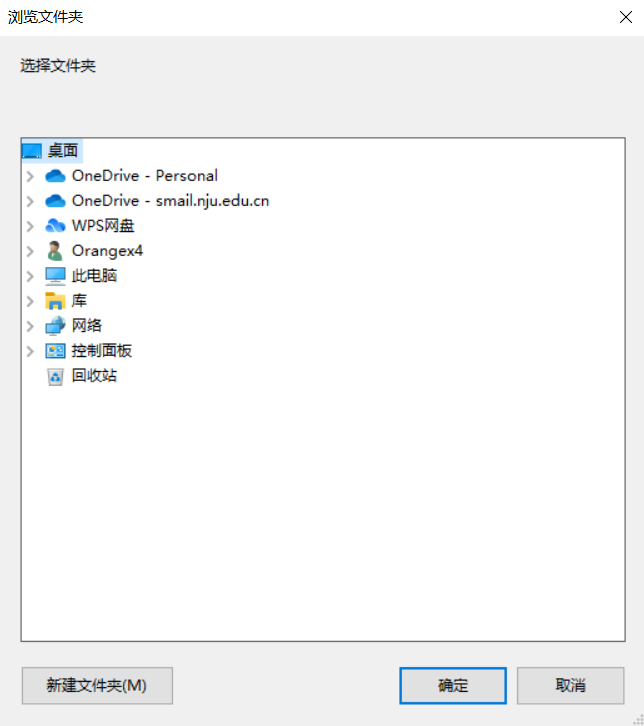
请选择你需要安装到的目录.
选择好之后, 点击"下载安装"按钮, 后台会自动下载和安装, 请等待一两分钟. 安装成功之后, 会弹窗提示安装成功.
如果较长时间后仍无反应, 可能已经安装成功了, 但是出现 Bug 导致没有提示, 这时候请直接执行下一步操作.
### 工程文件
最为重要的一个文件夹. 请选择一个你希望放置的目录, 且要牢记这个目录的位置.
还是要注意, 选择位置可能要最小化浏览器窗口才能看见浏览文件夹窗口.
然后点击"下载安装"按钮, 因为工程文件非常小, 这个过程会迅速完成, 完成后会自动跳出安装目录的资源管理器界面.
请在 Vscode 中打开这个文件夹.
### 在 Vscode 中尝试运行测试代码
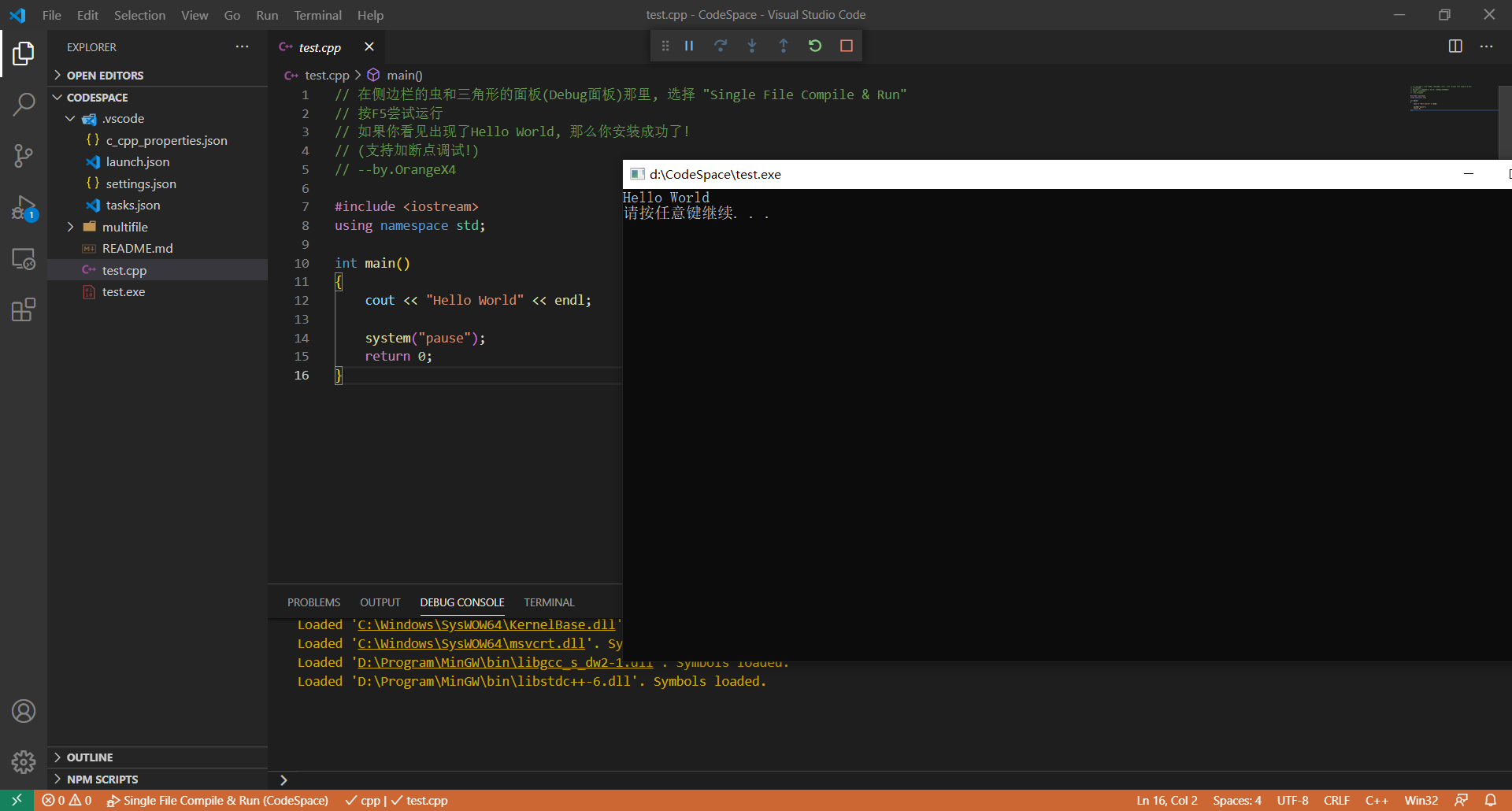
用 Vscode 打开这个工程文件夹, 你会看见如下界面.
点击 `test.cpp` 文件, 然后按下 `F5` 键, 如果没有出现问题, 你会成功地用 Vscode 编译出一个程序, 并会运行.
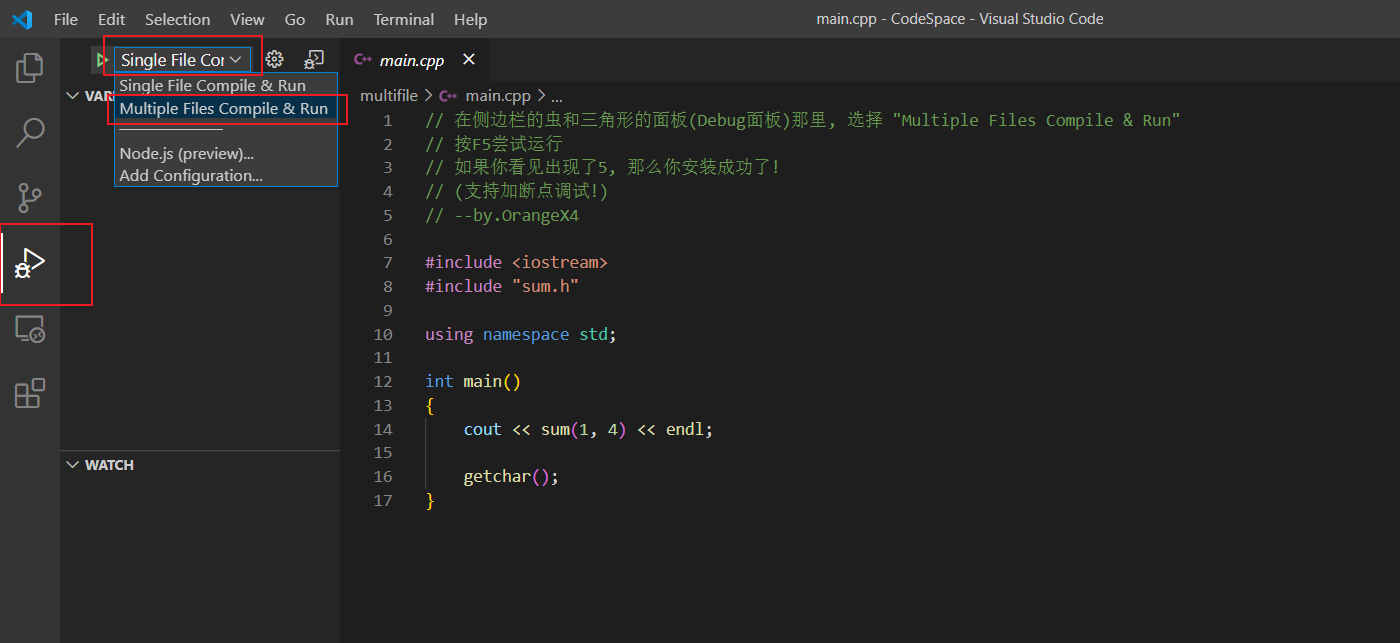
甚至你可以进行多文件编译. 打开测试代码中的 `multifile/main.cpp`, 在调试面板中选择 `Multiple Files Compile & Run`, 再按下 `F5`, 如果成功运行, 恭喜你运行成功了!
请注意, 以后你要运行的 C++ 或者 C 文件, 都应该放在这个文件夹里面. 因为 Vscode 依赖于 `.vscode` 目录来识别 C++ 的执行环境. 或者你也可以将这个 `.vscode` 目录复制到其他文件夹下, 来达到在其他文件夹下用 Vscode 调试运行代码的目的.
# 最后
这就是全部了. 感谢使用和反馈 :-)
 自动搭建基于Vscode和MinGW的C语言和C开发环境 A.zip (38个子文件)
自动搭建基于Vscode和MinGW的C语言和C开发环境 A.zip (38个子文件)  .git\logs\refs\remotes\origin\HEAD 198B .git\hooks\update.sample 4KB .git\hooks\applypatch-msg.sample 478B .git\hooks\pre-push.sample 1KB .git\hooks\pre-applypatch.sample 424B .git\packed-refs 169B .git\refs\remotes\origin\HEAD 30B app.py 3KB .git\description 73B .git\logs\HEAD 198B .vscode\settings.json 195B .git\hooks\pre-rebase.sample 5KB .git\hooks\prepare-commit-msg.sample 1KB .git\objects\pack\pack-500579f7963a07ee4e8e4ca20761423528b019d3.pack 31KB .git\index 884B .git\objects\pack\pack-500579f7963a07ee4e8e4ca20761423528b019d3.rev 460B .git\hooks\pre-commit.sample 2KB api.py 5KB .git\logs\refs\heads\main 198B writeCpp.py 1KB .git\objects\pack\pack-500579f7963a07ee4e8e4ca20761423528b019d3.idx 4KB .git\HEAD 21B
.git\logs\refs\remotes\origin\HEAD 198B .git\hooks\update.sample 4KB .git\hooks\applypatch-msg.sample 478B .git\hooks\pre-push.sample 1KB .git\hooks\pre-applypatch.sample 424B .git\packed-refs 169B .git\refs\remotes\origin\HEAD 30B app.py 3KB .git\description 73B .git\logs\HEAD 198B .vscode\settings.json 195B .git\hooks\pre-rebase.sample 5KB .git\hooks\prepare-commit-msg.sample 1KB .git\objects\pack\pack-500579f7963a07ee4e8e4ca20761423528b019d3.pack 31KB .git\index 884B .git\objects\pack\pack-500579f7963a07ee4e8e4ca20761423528b019d3.rev 460B .git\hooks\pre-commit.sample 2KB api.py 5KB .git\logs\refs\heads\main 198B writeCpp.py 1KB .git\objects\pack\pack-500579f7963a07ee4e8e4ca20761423528b019d3.idx 4KB .git\HEAD 21B sample.txt 89B .git\hooks\push-to-checkout.sample 3KB .git\hooks\fsmonitor-watchman.sample 5KB .git\hooks\pre-merge-commit.sample 416B .git\info\exclude 240B
sample.txt 89B .git\hooks\push-to-checkout.sample 3KB .git\hooks\fsmonitor-watchman.sample 5KB .git\hooks\pre-merge-commit.sample 416B .git\info\exclude 240B static\index.html 6KB __pycache__\api.cpython-37.pyc 4KB .git\hooks\pre-receive.sample 544B .gitignore 51B README.md 3KB .git\hooks\commit-msg.sample 896B .git\config 306B .git\hooks\post-update.sample 189B index.spec 917B .git\refs\heads\main 41B .git\hooks\sendemail-validate.sample 2KB
static\index.html 6KB __pycache__\api.cpython-37.pyc 4KB .git\hooks\pre-receive.sample 544B .gitignore 51B README.md 3KB .git\hooks\commit-msg.sample 896B .git\config 306B .git\hooks\post-update.sample 189B index.spec 917B .git\refs\heads\main 41B .git\hooks\sendemail-validate.sample 2KB资源评论


项目资源总站点博客专家
- 粉丝: 1651
- 资源: 6773









最新资源
- 基于STM32的无刷直流电机控制器的设计、仿真及实际实现研究,基于STM32的无刷直流电机控制器的设计与仿真研究实现,基于stm32无刷直流电机控制器的设计仿真与实现 ,基于STM32; 无刷直流电
- 基于C#、Lua、C++的Unity 3D游戏热更框架设计源码
- 基于Matlab Simulink 2021a的MPC模型预测控制(路径跟踪)仿真研究,Matlab Simulink 2021a下的MPC模型预测控制路径跟踪模拟系统:模块化建模,适用于驾驶场景模拟
- novel-java开发项目资源
- 三菱FX5U与欧姆龙E5CC温控器:双控制、高稳定性的通讯程序设计与实现,三菱FX5U与欧姆龙E5CC温控器双控制通讯程序:输出启停控制、本地远程双重调节与网口设定读取实践,三菱FX5U与欧姆龙E5C
- 基于Vue框架的louta设计源码集
- 单细胞转录组中的免疫原性细胞死亡特征及其与机器学习算法组合的深度复现:提高101种机器学习技术在PMID:37275552研究的准确性及效率 - 通过SSGSEA算法、共表达网络分析及无尺度拓扑网络构
- 基于Vue框架的新生入学校园系统设计源码
- 每周精选合集-活动资源
- 基于Java语言的AudioRecorder录音功能设计源码
- 圆偏振光斜入射的偏振转换及其应用研究,COMSOL软件实现圆偏振光的偏振转换与斜入射模拟研究,comsol圆偏振偏振转,圆偏振斜入射 ,comsol;圆偏振;偏振转换;圆偏振斜入射,Comsol偏振
- 健身协会活动小程序-活动资源
- 汇编语言-汇编语言资源
- lilishop 商城 电商前端-C语言资源
- austin-Java资源
- 基于滑模变结构观测器的失磁故障容错补偿策略在永磁同步电机控制中的应用,基于滑模变结构观测器的永磁同步电机失磁故障容错补偿控制,基于失磁故障容错补偿的永磁同步电机控制【提供参考资料】 一、算法简介 基于
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


