电阻焊与各种焊机原理.doc
版权申诉
14 浏览量
2021-10-04
15:18:13
上传
评论
收藏 3.05MB DOC 举报

- -
一、电阻焊定义
电阻焊是将被焊工件压紧于两电极之间,并通过电流,利用电流流经接触面及邻近区域产生的电阻
热將其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊是压〔力〕焊的一种。
二、电阻焊的优、缺点
1、优点:
※ 熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
※ 加热过程短、热量集中。故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工
序。
※ 不需要焊丝、焊条等填充金属,以及氧、乙炔、氦等焊接材料,焊接本钱低。
※操作简单,易于实现机械化和自动化,改善了劳动条件。
※生产效率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。
2、缺点※ 目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检
查,靠各种监控技术来保证焊接稳定性。
※ 点、缝焊的搭接接头不仅增加了构件的重量,且因在两板之间的熔核周围形成夹角,
致使接头的抗拉强度和疲劳强度均较低
※ 设备功率大,机械化、自动化程度较高,使设备本钱较高、维修较困难,并且常用的大功率单相交流
焊机不利于电网的正常运行。
三、电阻焊工艺分类
※点焊
※ 凸焊
※ 缝焊
※ 对焊
3.1、点焊
• 电 阻 点 焊 , 简 称 点 焊 ; 将 焊 件装配成搭接接头,并压紧在两
电 极 之 间 , 利 用 电 阻 热 熔 化 母材金属,形成焊点的电阻焊方
法。
• 点 焊 是 一 种 高 速 、 经 济 的 重 要连接方法,适用于制造可以采
用 搭 接 、 接 头 不 要 求 气 密 、 厚度小于 3MM 的冲压、轧制的
薄板构件
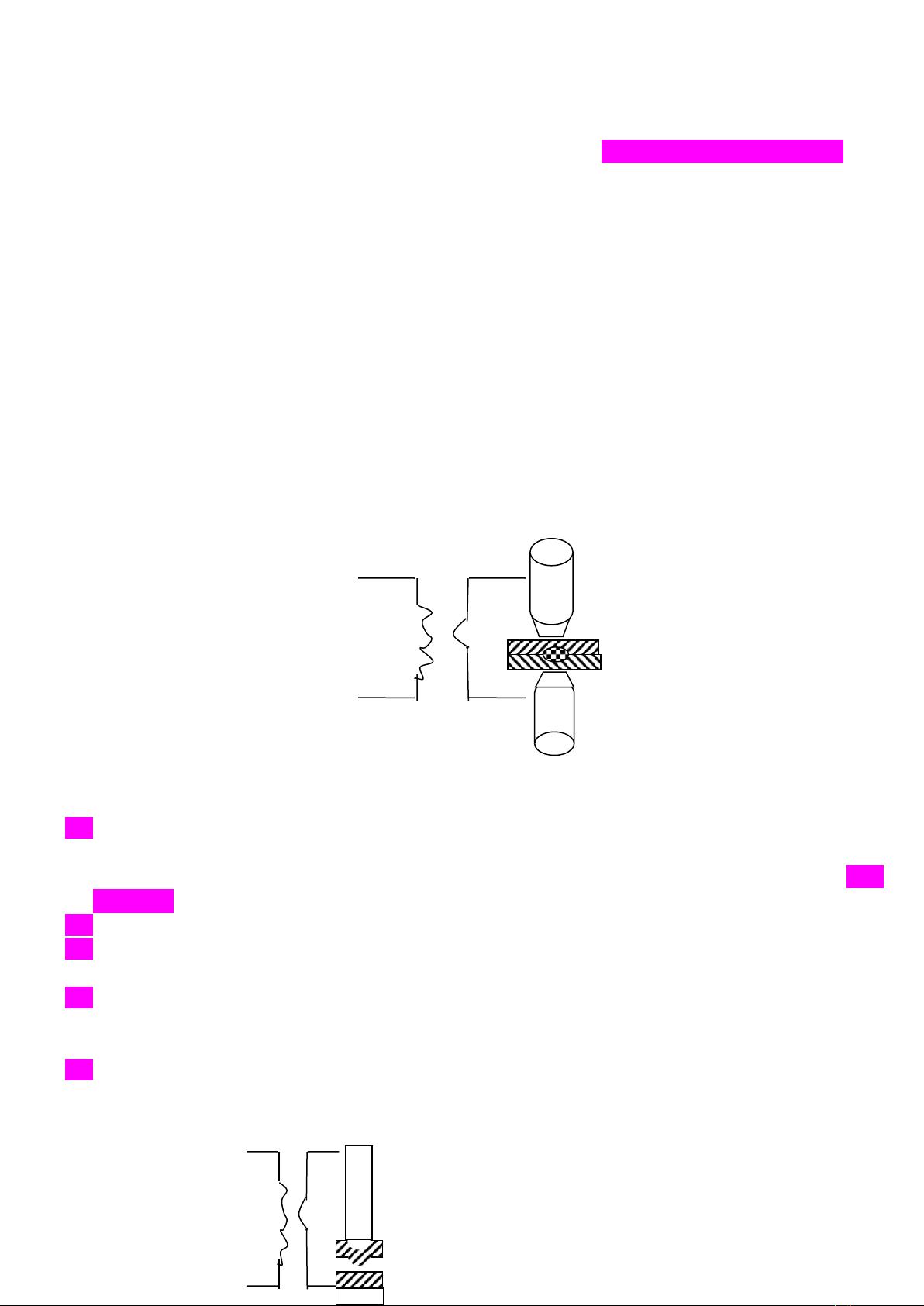
3.1.1 点焊接头的形成
• 电阻点焊原理和接头形成,可简述为:将焊件压紧在两电极之间,施加电极压力后,阻焊变压器向
焊接区通过强大焊接电流,在焊件接触面上形成真实的物理接触点,并随着通电加热的进展而不
断扩大。塑变能与热能使接触点的原子不断激活,消失了接触面,继续加热形成熔化核心, 简称
“熔核〞。
• 熔核中的液态金属在电动力作用下发生强烈搅拌,熔核内的金属成分均匀化,结合界面迅速消失。
• 加热停顿后,核心液态金属以自由能量最低的熔核边界半熔化晶粒外表为晶核开场结晶,然后沿
与散热相反方向不断以枝晶形式向中间延伸。
• 通常熔核以柱状晶形式生长,将合金浓度较高的成分排至晶叉及枝晶前端,直至生长的枝晶相抵
住 ,获得结实的金属键合,接合面消失了,得到了柱状晶生长较充分的焊点或因合金过冷条件不
同,核心中心区同时形成等轴晶粒,得到柱状晶与等轴晶两种凝固组织并存的焊点。
• 同时,液态熔核周围的高温固态金属,在电极压力作用下产生塑性变形和强列再结晶而形成塑性
环,该环先于熔核形成始终伴随着熔核一起长大,它的存在可防止周围气体侵入和保证熔核态金
属不至于沿板缝向外喷溅。
•
3.2、凸焊
- word.zl-
资源评论


pyhm63
- 粉丝: 6
- 资源: 20万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











