1.1 PLC 的发展前景.................................................................................................... 1
1.2 PLC 的结构............................................................................................................ 1
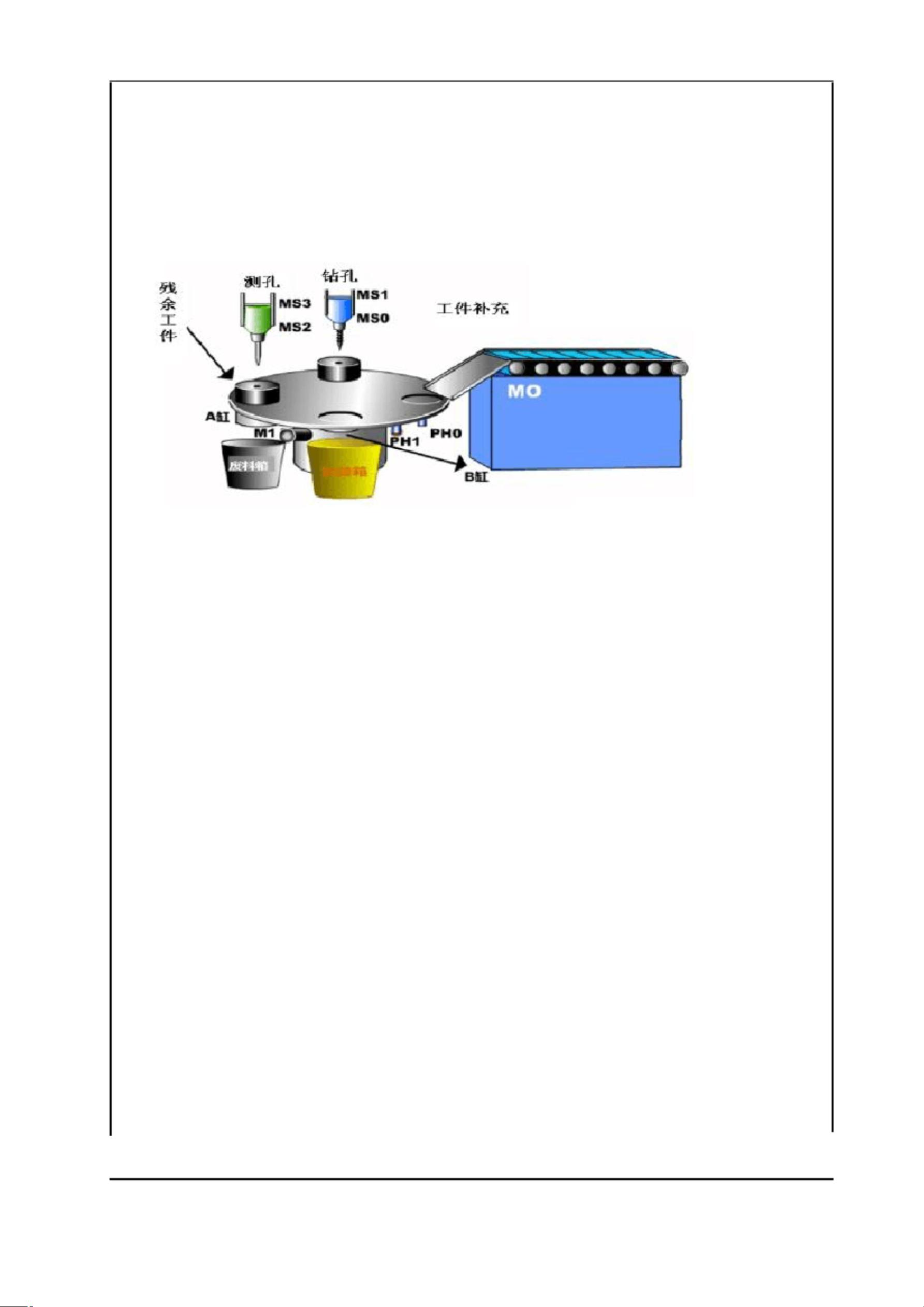
2 本设计的任务描述
........................................
2
2.1 工作内容................................................................................................................ 2
2.2 功能分析............................................................................................................... 3
2.3 整个流程的 I/O 分配表....................................................................................... 4
2.4 原点复位流程........................................................................................................ 5
2.5 工件补充流程........................................................................................................ 6
2.6 气压冲孔流程........................................................................................................ 6
2.7 测孔流程................................................................................................................ 7
2.8 工件搬运流程........................................................................................................ 8
2.9 整个控制系统的顺序功能图................................................................................ 8
2.10 PLC 的冲孔加工机控制系统梯形图................................................................ 10
2.10.1 PLC 的冲孔加工机控制系统梯形图的编制................................................. 10
2.10.2 PLC 的冲孔加工机控制系统程序的编制..................................................... 13