结合上图,其工艺流程包括如下几个步骤:
1. 接通电源,封口包装机各机构开始工作,电热元件通电加热,使
上下加热块急剧升温,并通过温度 PID 控制系统调整到所需温度,
压印轮转动,根据需要,冷却系统开始工作,输送带启动,并由
调速装置调整到低速状态。
2. 当装有物品的包装被前级设备运送至封口包装机输送带上时,袋
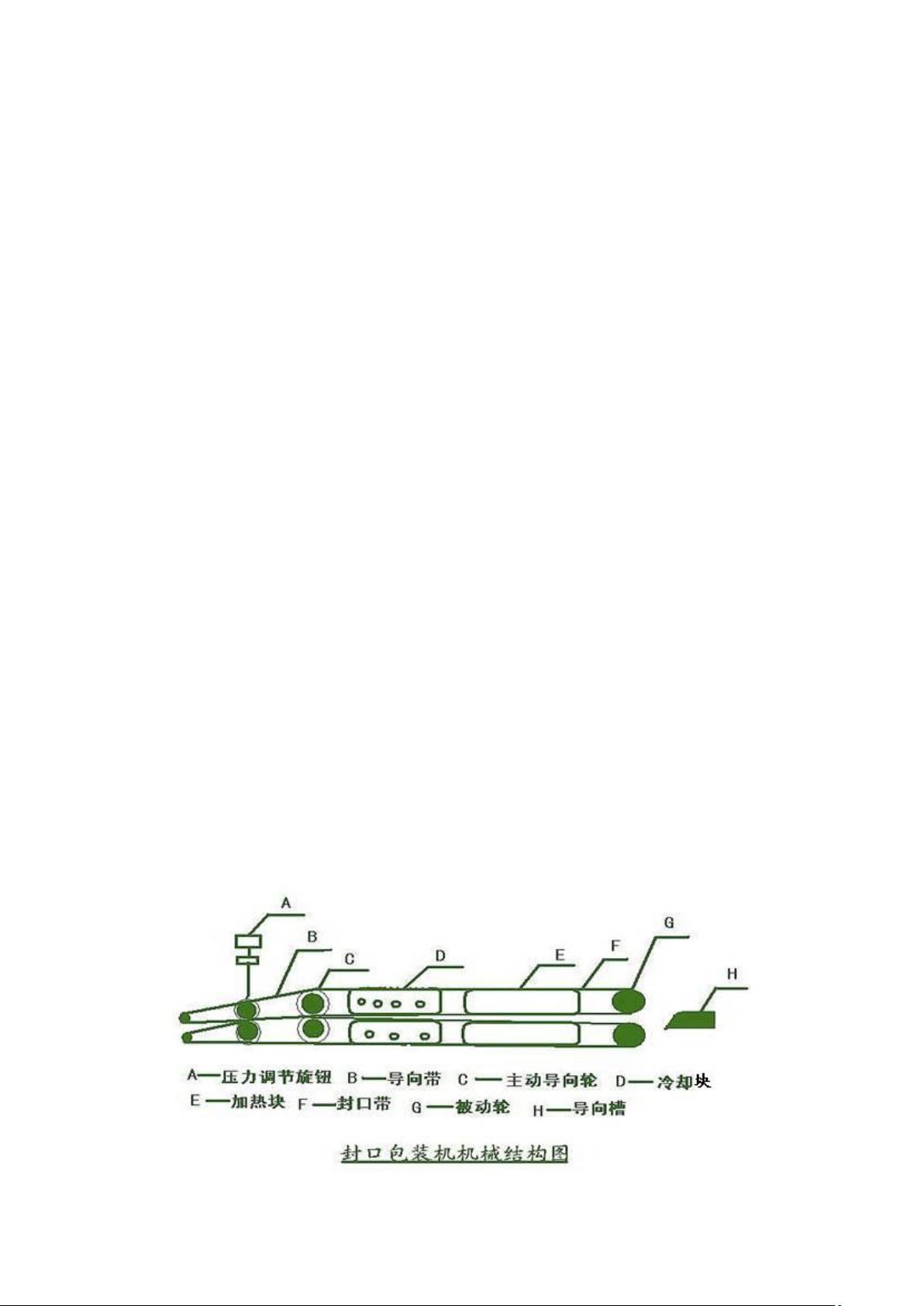
的封口部分通过导向槽 H 被自动送入运转中的两根封口带 F 之间,
并带入加热区 E,加热块的热量通过封口带传输到袋的封口部分
使薄膜受热熔软,再通过冷却区 D,使薄膜表面温度适当下降,
然后经过滚花轮滚压,使封口部分上下塑料薄膜黏合并压制出网
状花纹,再由导向橡胶带 B 与输送带将封好的包装袋送出机外,
封口包装机完成封口作业。
3. 当封口包装机在低速运行取得满意效果后,可逐步提高封口速度
至最高工作速度,同时根据工艺要求适当提高封口加热温度(根
据不同材料,其设定温度不同)。
(二)控制要求
4. 输入电源为三相 380V 电源.
5. 主动导向轮、被动轮和各个传动机构间通过机械连接,最后由一
台三相 380V/1.5KW 的异步电动机驱动,封口速度要求能调速
(0~15m/min),调速精度为 1﹪.
6. 测温范围为 0~400℃,温度控制精度为±2℃。