一、系统设计要求
1.1 自动送料装车系统工艺过程
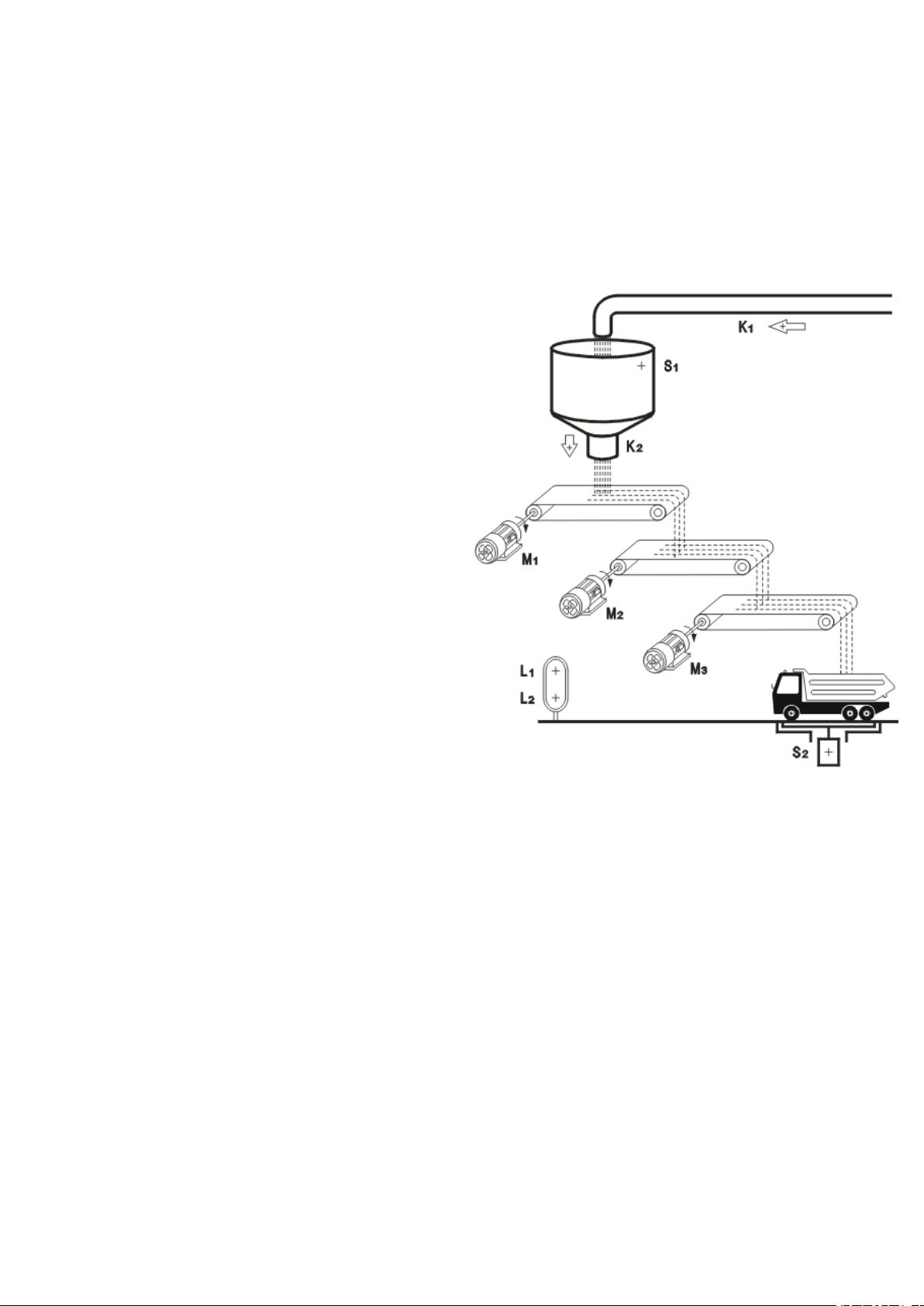
1.1.1 系统组成
该系统由传送带(M1、M2、M3)、斗
形的储料器、进料电磁阀(K1)、一个出
料电磁阀(K2)、物位传感器(S1)及压
力传感器(S2)所组成,同时为了工作
的有序性,还设计了两个指示灯(L1、
L2),用于指示当前工作状态。其自动送
料装车系统结构示意图如图所示。
1.1.2 工艺过程
允许汽车开进装料,此时,进料阀
门(k1),料斗阀门(k2),电动机(M1,
M2,M3)皆为 OFF 状态。
当汽车到来时,检测开关 S3 接
通(负载板上未设,可从通用器件板选
取),红色信号灯 L2 亮,绿色 L1 灭,传送带驱动电动机 M3 运行;2 秒后,电动
机 M2 运行;再经过 2 秒钟 M1 运行,依次顺序起动送料系统。
电动机 M3 运行后,进料阀门 K1 打开料斗进料,料斗装满时,检测开关 S1=1,
进料阀门 K1 关闭(设 1 料斗物料足够装满 1 车);料斗出料阀门 K2 在 M1 运行及
料满(S1=1)后,打开放料,物料通过传送带的传送,装入汽车。
当装满汽车后,称重开关 S2 动作,料斗出料阀门 K2 关闭,同时电动机 M3 断电
停止, 2 秒后 M2 停止,再过 2 秒 M1 停止,L1 亮,L2 灭,表示汽车可以开走。
1.2 自动送料装车系统控制要求
1.2.1 初始状态:
红灯 L1 灭,绿灯 L2 亮,表示允许汽车开进装料,进料阀指示灯 K1、料斗








评论0
最新资源