Investigation of chip formation in high speed end milling
Yuan Ning
*
, M. Rahman, Y.S. Wong
Department of Mechanical and Production Engineering, National University of Singapore, 10 Kent Ridge Crescent, Singapore 119260, Singapore
Abstract
Ball-nose end mill cutters are used extensively in the die and mold industry. However, very little work has been done in the research of
chip formation in high speed ball-nose end milling. An experimental investigation has been conducted in this study to establish the chip
formation mechanism. Common mold steel H13 hardened to HR
c
55 is machined on a high speed machining center under dry conditions at
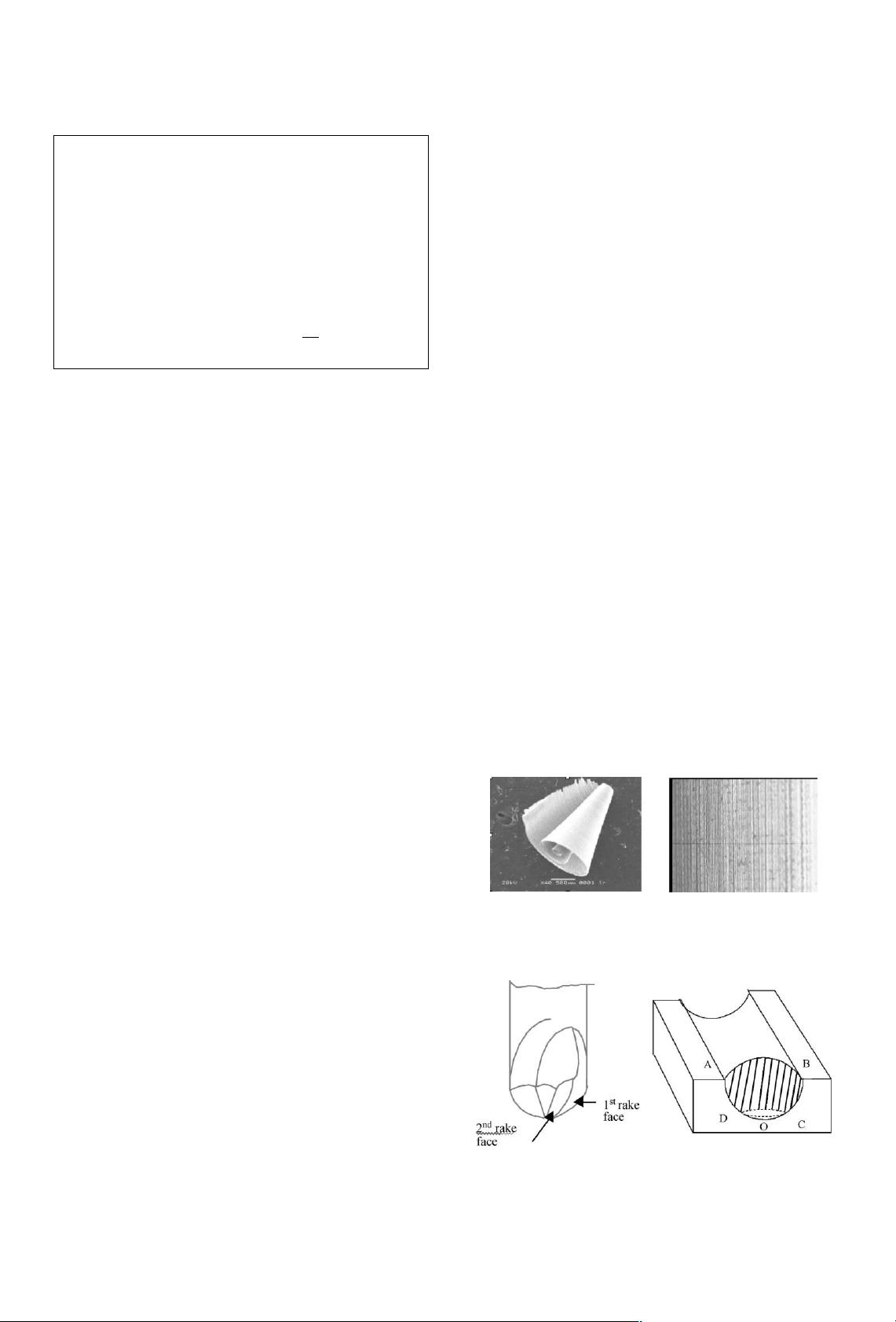
a spindle speed range of 10±30k rpm. Four typical types of chip and three types of chatter have been encountered in this study. Images of
the chips are obtained by the use of SEM. The EDX method is used to analyze the interaction between the cutting edge and the chip in the
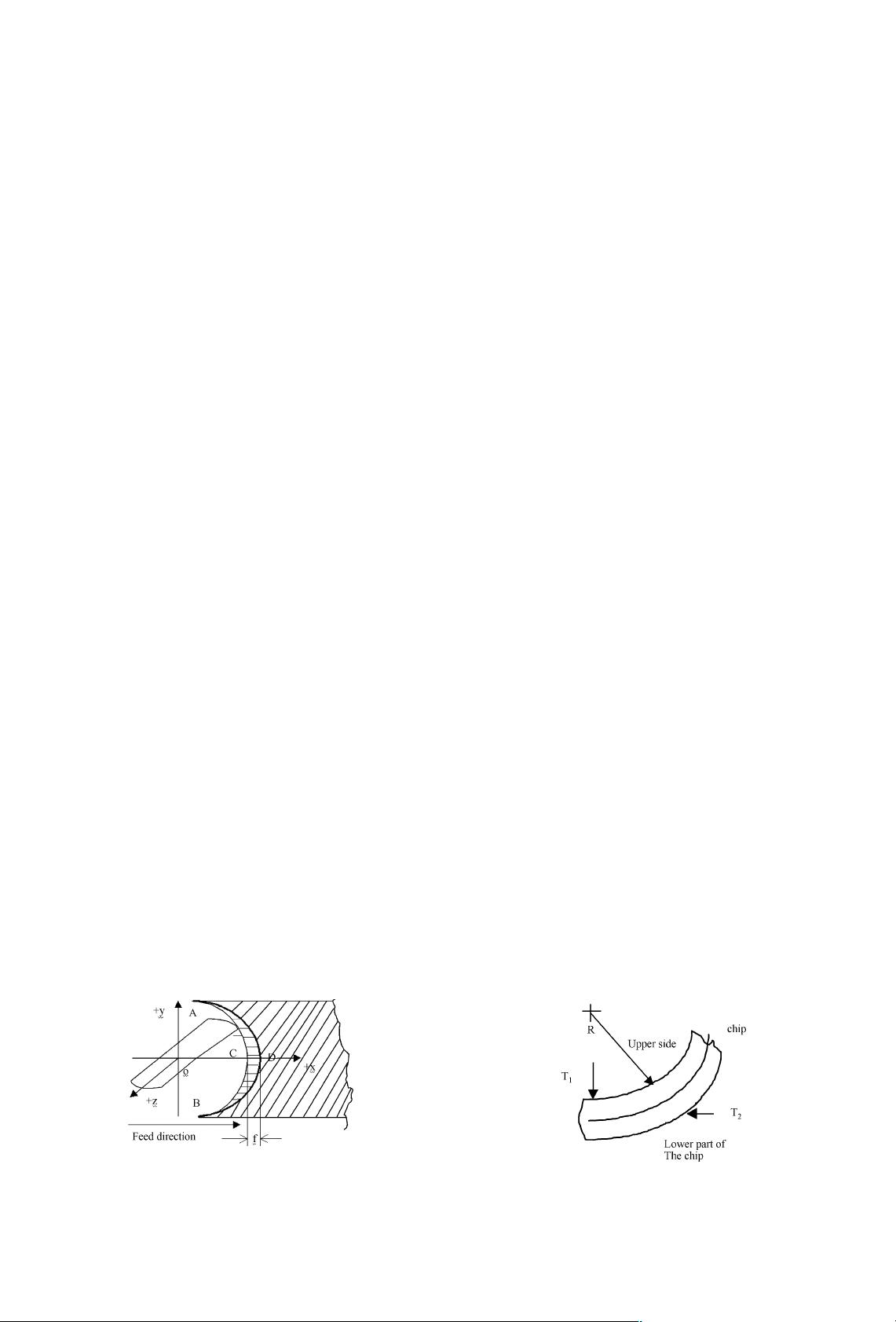
formation process. Based on the ®ndings of this study, the chip formation mechanism has been proposed in this paper. The locus of cutter
movement for the three types of chatter is illustrated to explain the relationship between the chip formation and the chatter behavior. A
method to judge process stability by analysis of the chip has been suggested based on the ®ndings of the experiment. It has also been
established through this study that the classical ``adiabatic shear'' does not occur in chip formation in high speed ball-nose end milling.
# 2001 Elsevier Science B.V. All rights reserved.
Keywords: Ball-nose end mill; Chip formation mechanism; Chatter; High speed machining; Adiabatic shear
1. Introduction
In metal cutting, the present tendency is toward achieving
increased material removal rates with a high degree of
automation and without close human supervision. This
requires very reliable machining processes, where the pre-
dictability of surface ®nish, workpiece accuracy, and tool
life are of prime importance. But to maintain stable machin-
ing, much attention must also be given to the formation of
the desired type of chip and chip controls to facilitate its easy
removal. This is because the chip formation and breaking
aspect is very signi®cant in machining. Problems with sur-
face ®nish, workpiece accuracy, and tool life can be caused
even by minor changes in the chip formation process,
especially in high speed machining, where undesirable chip
formation will have a more detrimental effect because of the
high cutting speed.
Much research work has been done in the chip formation
in turning, drilling and face milling. Shaw [1] proposed a
cyclic saw-toothed type chip in face milling, and related it to
other types of cyclic and non-cyclic chip. Nakayama [2]
explained the essential meaning of the direction of side
curling and chip tool ¯ow angle on the chip form and made
clear the proceeding of a helical chip. Komanduri [3,4] has
made some remarkable progress in the research of chip
segmentation and instability in chip formation. Nevertheless
it appears that very few works have been done to investigate
the nature of chip formation in ball-nose end milling because
of its complexity and geometrical dif®culty, even though it is
applied widely in the high speed milling of dies and molds.
The effect of the dynamics of the cutting process is seldom
considered, i.e. chatter. This paper presents an experimental
investigation and a discussion of the basic chip formation
mechanism in high speed ball-nose end milling.
2. Theory
Within a short time after Merchant published his world-
famous model of continuous chip formation, several authors
suggested that not all chips behave in accordance with this
model [5±8]. It was also soon discovered [2,4] that in high
speed turning a great deal of cutting involved cyclic chip
formation. The mechanism of this type of chip formation has
been reviewed thoroughly reviewed by Komanduri [4] and
some important observations concerning this topic have
been published by Nakayama [2]
Toenshoff [8] proposed the basic chip formation mechan-
ism as ``adiabatic shear'' at high cutting speed. During a
deformation process, plastic strain incompatibilities are
initiated near defects, thus achieving localized stress
Journal of Materials Processing Technology 113 (2001) 360±367
*
Corresponding author.
E-mail address: engp8755@nus.edu.sg (Y. Ning).
0924-0136/01/$ ± see front matter # 2001 Elsevier Science B.V. All rights reserved.
PII: S 0924-0136(01)00628-8