GSK980TA数控车编程与操作实习指导书.docx
28 浏览量
2023-07-12
12:29:25
上传
评论
收藏 237KB DOCX 举报

G 代码
G00
*G01
G02
G03
组别
01
功能
定位〔快速移动〕
直线插补〔切削进给〕
圆弧插补 CW〔顺时针〕
圆弧插补 CCW〔逆时针〕
G72
G73
G74
G75
G90
00
01
端面粗车循环
封闭切削循环
端面深孔加工循环
外圆,内圆切槽循环
外圆,内圆车削循环
种 类
意 义
一次性代码 只在被指令的程序段有效
模态 G 代码 在同组其它 G
代码指令前始终有效
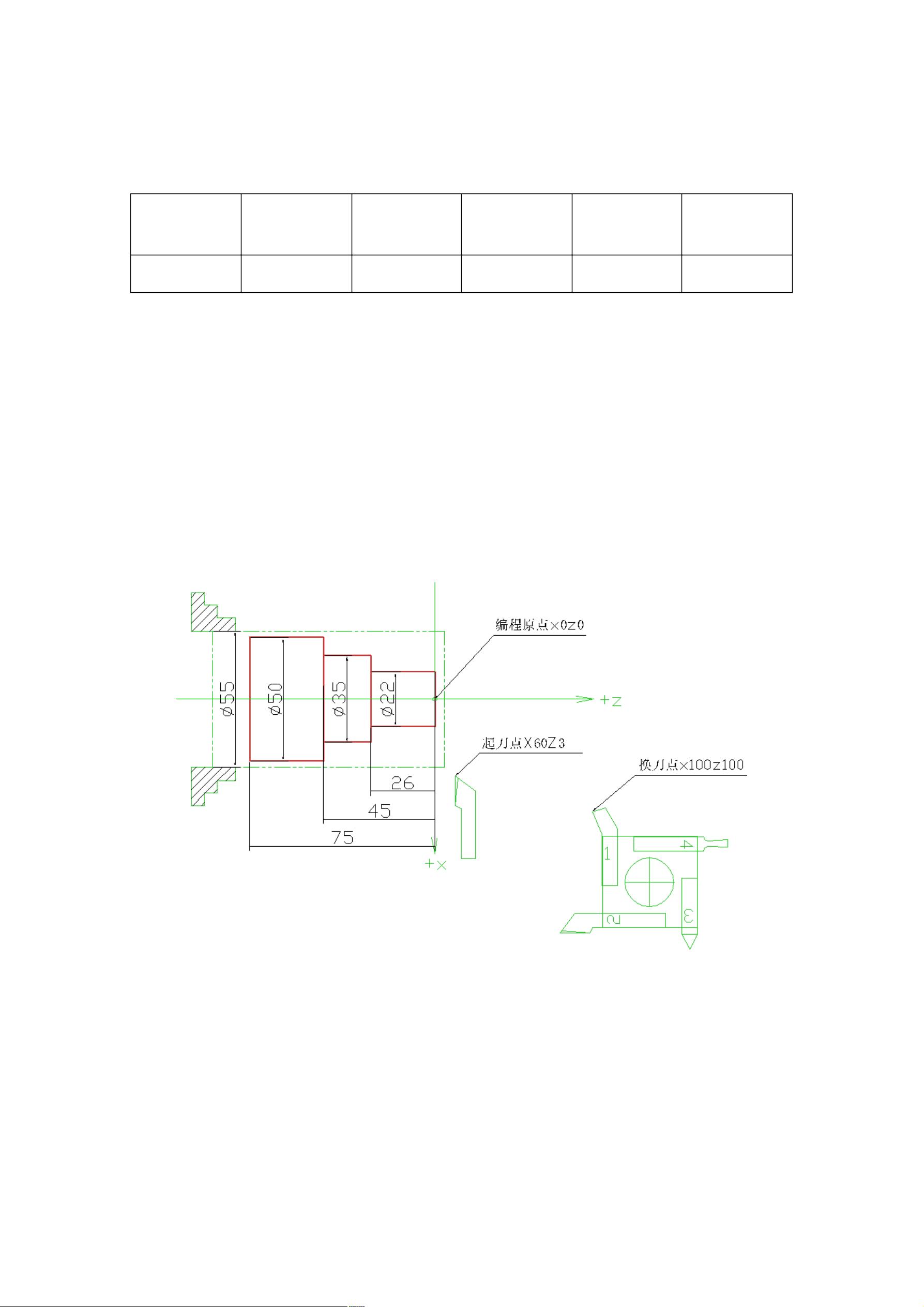
数控车床编程与操作
数控车编程代码介绍
一、G 功能
G 功能由 G 代码及后接 2 位数表示,规定其所在的程序段的意义。G
代码
有以下两种类型。
〔例〕G01 和 G02 是同组的模态 G 代码
G01 X_;
Z_;
G01 有效
G00 Z_; G00 有效
G 代码表
G04
G28
00
00
暂停,准停
返回参考点
G32
01
螺纹切削
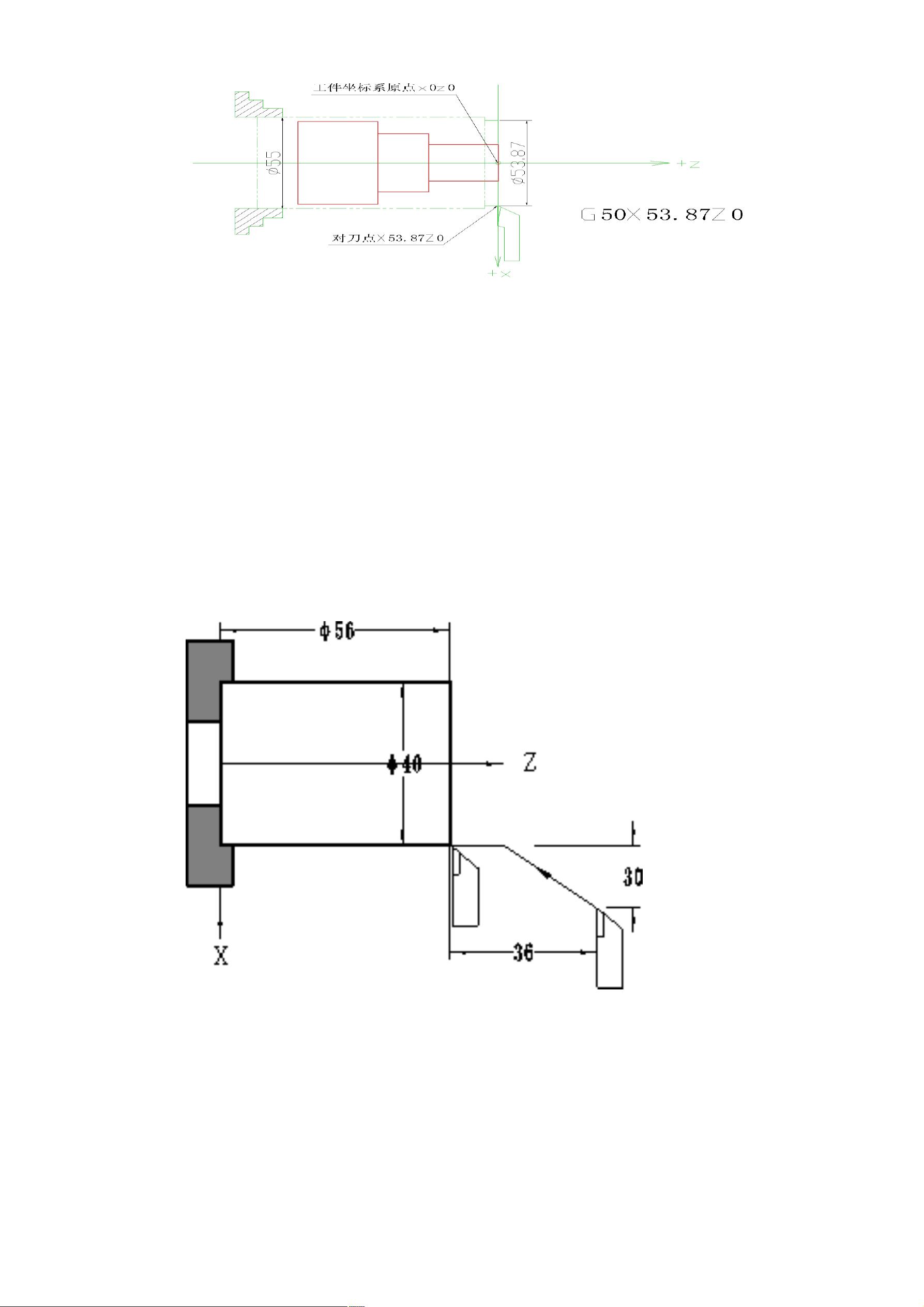
G50
00
坐标系设定
G65
00
宏程序命令
G70
G71
精加工循环
外圆粗车循环
剩余21页未读,继续阅读
资源评论













