秒,进给电机换成带动中拖板运动。进给电机以 1200r/min 速度正转,中拖板快速接近工件,同时
主轴电机转动,当碰到限位开关 E(X4)时, 进给电机减速至 500r/min 切削速度(具体可调节速度
给定电位器), 中拖板以切削速度正向工进, 切削速度快慢可调节速度给定电位器以适应加工件
不同材质需要。中拖板到达 F 点(X5),零件加工结束(自动落料)。进给电机以-1200r/min 速度反
转,中拖板快速退回,碰到 G 点停止。这时,气动夹紧送料装置再次动作,送料 3 秒后,停止
送料(在送料过程中,主轴仍然转动),送料结束后,中拖板再重复切削加工动作,一直到 ST
检测出没有棒料时(ST=1),再加工 3 只零件后,离合器释放, 时间为 1 秒,进给电机换成带动
大拖板运动。进给电机以-1300r/min 速度反转,大拖板快速右移退回,碰到 B 点(X1), 进给电
机减速至-300r/min 反转速度运行, 大拖板慢速到达 A 点停止。
在任何时候,按了停止按钮,主轴停转,同时按照中拖板先回原点(G点),大拖板再回原
点(A点)的顺序工作退回原点。当按了急停按钮时,主轴停转,拖板立即停在原处。
手动点动工作时可分别通过正向进给点动按钮、反向退回点动按钮、离合器手动控制开关、
主轴旋转开关来控制正向进给、反向退回、离合器吸合、钻头旋转等,以便对设备进行调整和
检修。进给电机正向进给、反向退回的点动速度为250r/min。
自动加工车床电气自动控制系统采用PLC控制,进给电机电动机采用交流变频调速系统, 进
给电机电动机交流变频调速系统亦由PLC控制。
2)PLC 控制系统和交流变频调速系统控制要求:
①自动加工车床电气自动控制系统采用 PLC 控制,进给电机电动机采用交流变频调速
系统, 进给电机电动机交流变频调速系统亦由 PLC 控制。 进给电机交流变频调速系统采用
PLC 控制交流变频器的数字量输入端口来控制变频调速系统的起停、正反转、多段固定频率
设定及正反向点动等。
②自动加工车床电气自动控制系统设有自动工作与手动点动工作转换开关,自动工作
时设有启动按钮、停止按钮、急停按钮;手动点动工作时设有正向进给点动按钮,反向退回
点动按钮,离合器手动控制开关、主轴旋转开关。
③进给电机交流变频调速系统的主电路设有自动空气断路器和熔断器。为满足进给电
机工艺控制要求, 并配置能耗制动单元和能耗制动电阻。进给电机交流变频调速系统控制方
式采用无 PG 的 V/f 控制方式。
4) 交流变频调速系统设定值:
①电动机起动从 0~1500r/min 耗时 4 秒,制动从 1500r/min~0 耗时 3 秒。
②要求交流电动机按 S 字曲线进行加、减速运行,加速开始、加速完了、减速开始、减
速完了的 S 字特性时间分别为 0.4 秒、0.3 秒、0.3 秒、0.2 秒。
③停车时,当转速降至 200r/min 开始进行直流制动,直流制动电流为 50%电动机额定电
流,制动时间为 0.5 秒
④以上各转速均为该电动机的同步转速(忽略转速降)。
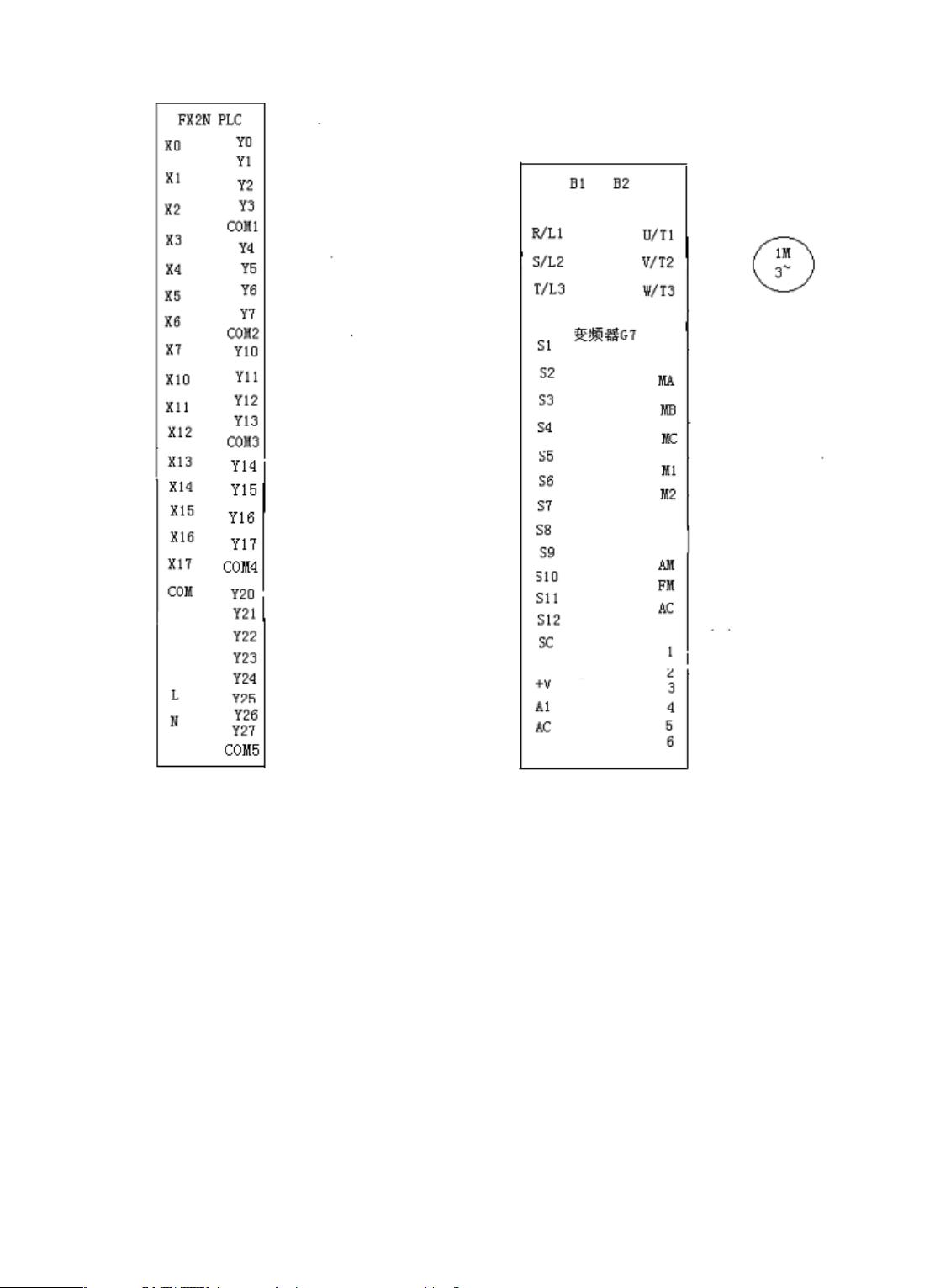
(2)根据上述工艺流程与控制要求及给定的 PLC 实训装置和交流变频调速实训装置,写出
PLC 控制系统输入、输出 I/O 地址编号,画出自动加工车床的 PLC 控制系统和交流变频调速系统
接线图,并在实训装置上完成系统接线。
1)PLC 的输入、输出 I/O 点分配表: