热塑性塑料的焊接---简体中文版解析.doc
版权申诉
130 浏览量
2021-11-29
02:56:50
上传
评论
收藏 690KB DOC 举报


热塑性塑料的焊接---简体中文版解析
热塑性塑料的焊接
通常认为热塑性焊接是不可逆的.少数工艺如感应焊接可生产可逆组装件.
至于选择哪种方法应在制件没计初作出,因为焊接方法对制件设计的要求可能
是重要的,且不同焊接方法同差别显蓍.
1. 超声焊接
2. 振动焊接
3. 旋转焊接
4. 热板焊接
5. 感应焊接
6. 接触(电阻)焊
7. 热气焊接
8. 挤出焊接
热气焊接技术通常用来焊接塑料管,片或半成品制品而不是注塑成型
制件.但许多热塑性模塑制件,特别是热塑性汽车盘是用热气焊接技术修复的,
另外热气焊接有时用来制备塑料样模制件.
超声焊接
焊接热塑性制件的最普通的方法是超声焊接.这种方法是采用低振幅,高
频率(超声)振动能量使表面和分子摩擦产生焊接相连垫塑性制件所需的热量.
(正弦超声振动)
超声焊接在20-50khz的频率范围内发生,其一般振幅范围为15
-60um.在低达15khz(较高振幅)的声频有时用于较大制件或较软
材料.焊接过程通常在0.5-1.5s内发生.焊接工艺娈量包括焊接时间,
焊头位置和焊接压力.超声焊接设备通常用来焊接中,小尺寸的热塑性塑料制
件,而很大的制件可用多点焊接.
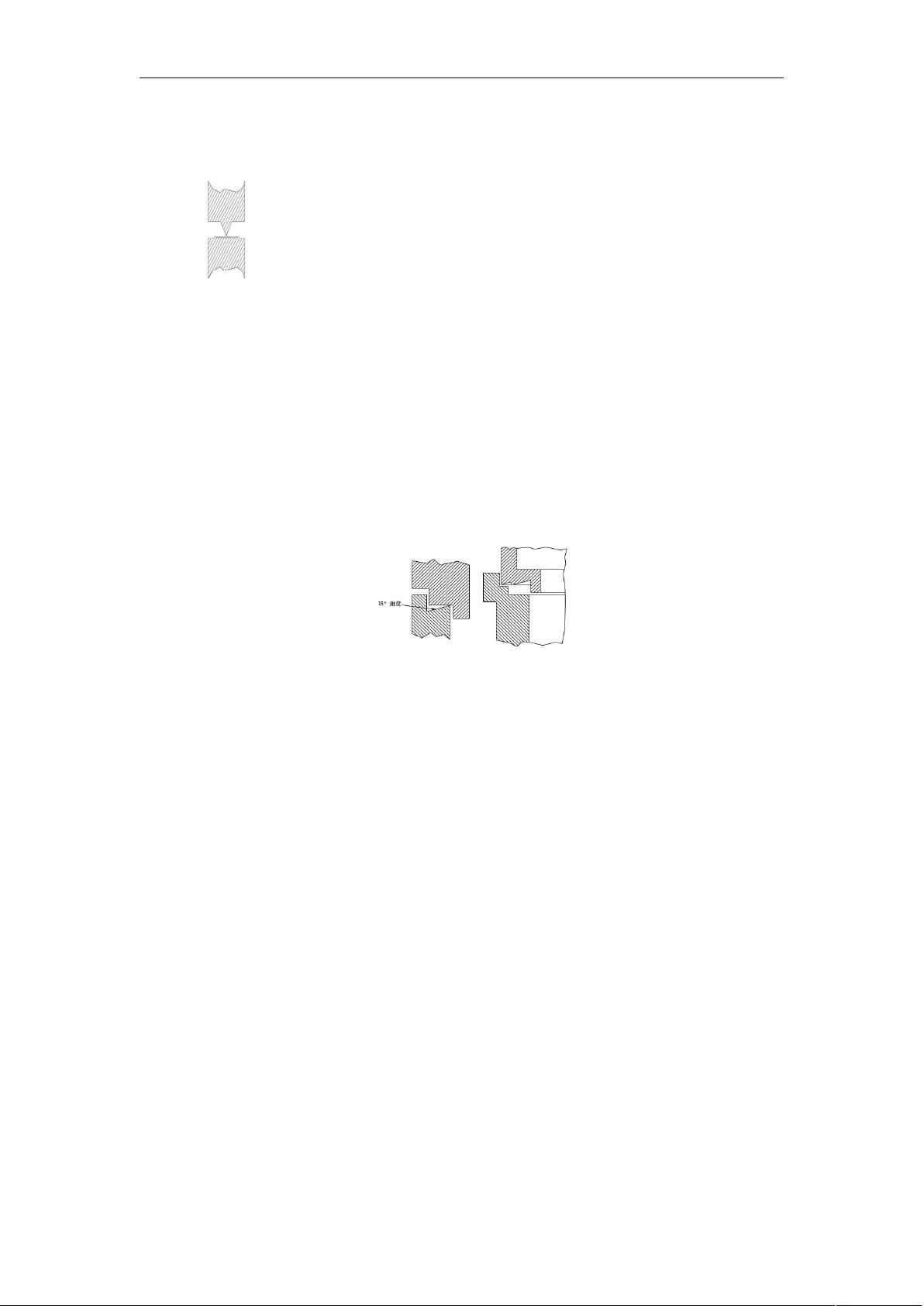
超声焊接方法可根据焊接时间或焊缝位置(塌陷距离)或焊接能量控制.
也对焊接压力和冷却时间提供附加控制.
超声焊接设备一般不是在20khz就是在40khz频率下运行.20
khz装置更常用.
1

剩余11页未读,继续阅读
资源评论













