
.
数控编程技术 试题(试卷代号:2430)汇编
一、单项选择题
2015 年 7 月
1、下列叙述中,( B )是数控编程的基本步骤之一。
A.零件图设计 B.分析图样、确定加工工艺过程 C.传输零件加工程序 D.对刀
2、在下列代码中,属于非模态代码的是( B )。
A.F120 B.G04 C.S300 D.M08
3、在现代数控系统中都有子程序功能,并且子程序( C )嵌套。
A.可以无限层 B.只能有一层 C.可以有限层 D.不能
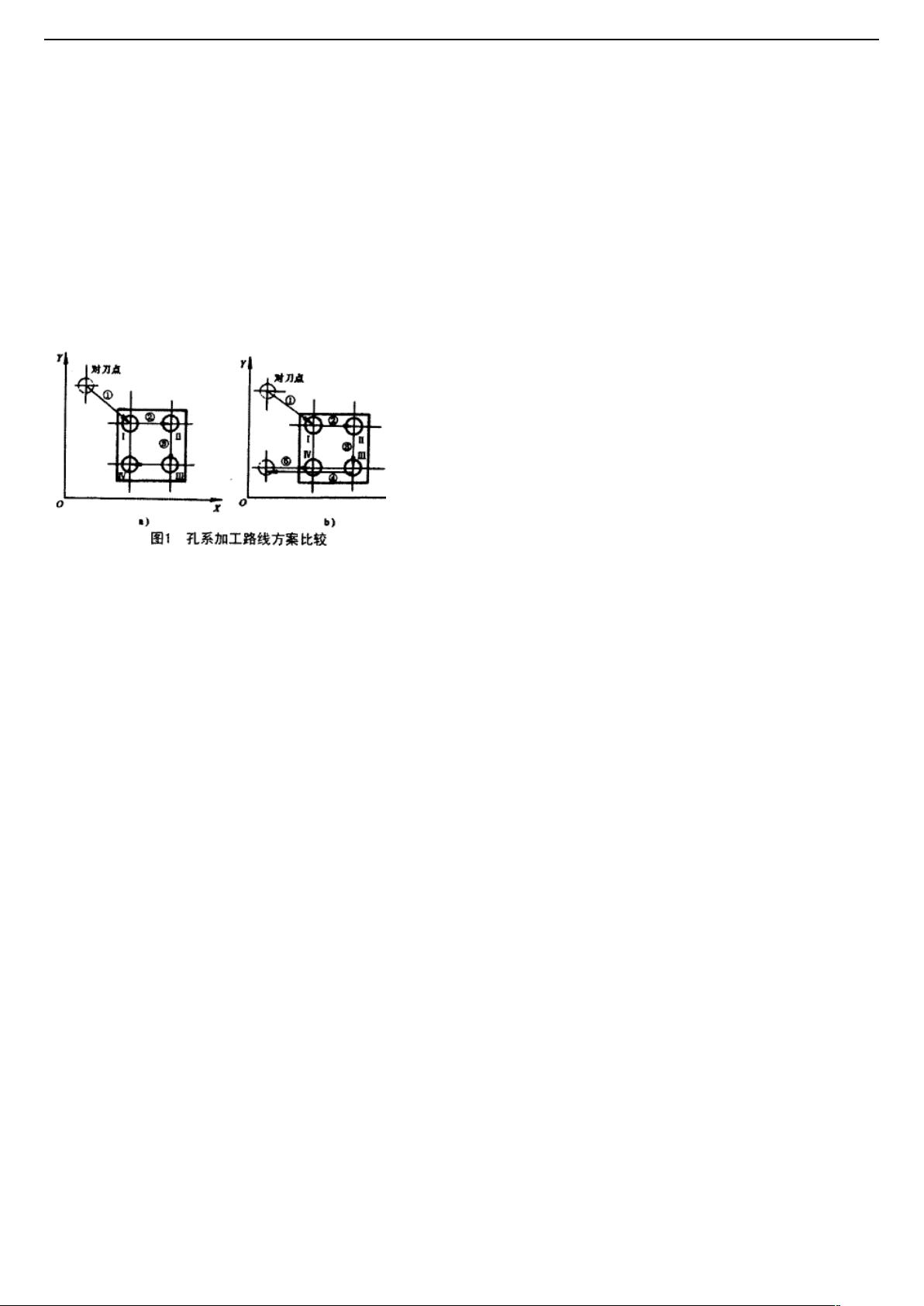
4、在如图 l 所示的孔系加工中,对加工路线描述不正确的是( D )。
A. a 图满足加工路线线短的原则 B. b 图满足定位精度最高的原则
C. a 图易引入反向间隙误差 D. b 图引入反向间除误差大
5、对指令 G96 S180 正确的解释是( A )。
A.恒线速度切削,线速度为 180m/minB.恒线速度切削,线速度为 180mm/minC.恒转速控制,主轴转速为
180r/ain
6、在 G55 中设置的数值是( B )。
A.工件坐标系原点相对对刀点的偏移量 B.工件坐标系原点相对机床坐标系原点的偏移量
C.工件坐标系的原点
7、数控系统不同,采用的增量编程格式也不一样,下列表示中( A )不是增量编程的格式。
A.G90 G01 X100 Y45 F200B.G91 G01 X40 Y25 F300C.G01 U40 V25 F100
8、在固定循环指令具有续效功能,但如果下面的程序段编程了( C )指令,固定循环则自动被取消,变成 G80 状
态。
A.G98 B.F5OC G02 D.M09
9、程序校验与首件试切的作用是( B )。
A.检查机床是否正常 B.检验程序是否正确与零件的加工精度是否满足图纸要求 C.提高加工质量
10、在数控加工中,刀具补偿功能除对刀具半径进行补偿外,在用同一把刀进行粗、精加工时,还可进行加工余量的
补偿,设刀具半径为 r,精加工时半径方向余量为
△
,则最后一次粗加工走刀的半径补偿量为( D )。
A.r B. △C.2r+△ D. r+△
11、在进行精加工编程时,影响巳加工表面的车刀几何角度是〔D )。
A.车刀的前角 B.车刀的后角 C.车刀的主偏角 D.车刀的副偏角
12、有些零件需要在不同的位置上重复加工同样的轮廓形状,可采用( B )编程。
A.比例缩放加工功能 B.子程序调用 C.旋转功能 D.镜像加工功能
13、在数控系统中,用于控制机床或系统开关功能的指令( C )。
A.G 代码 B.F 代码 C.M 代码 D.T 代码
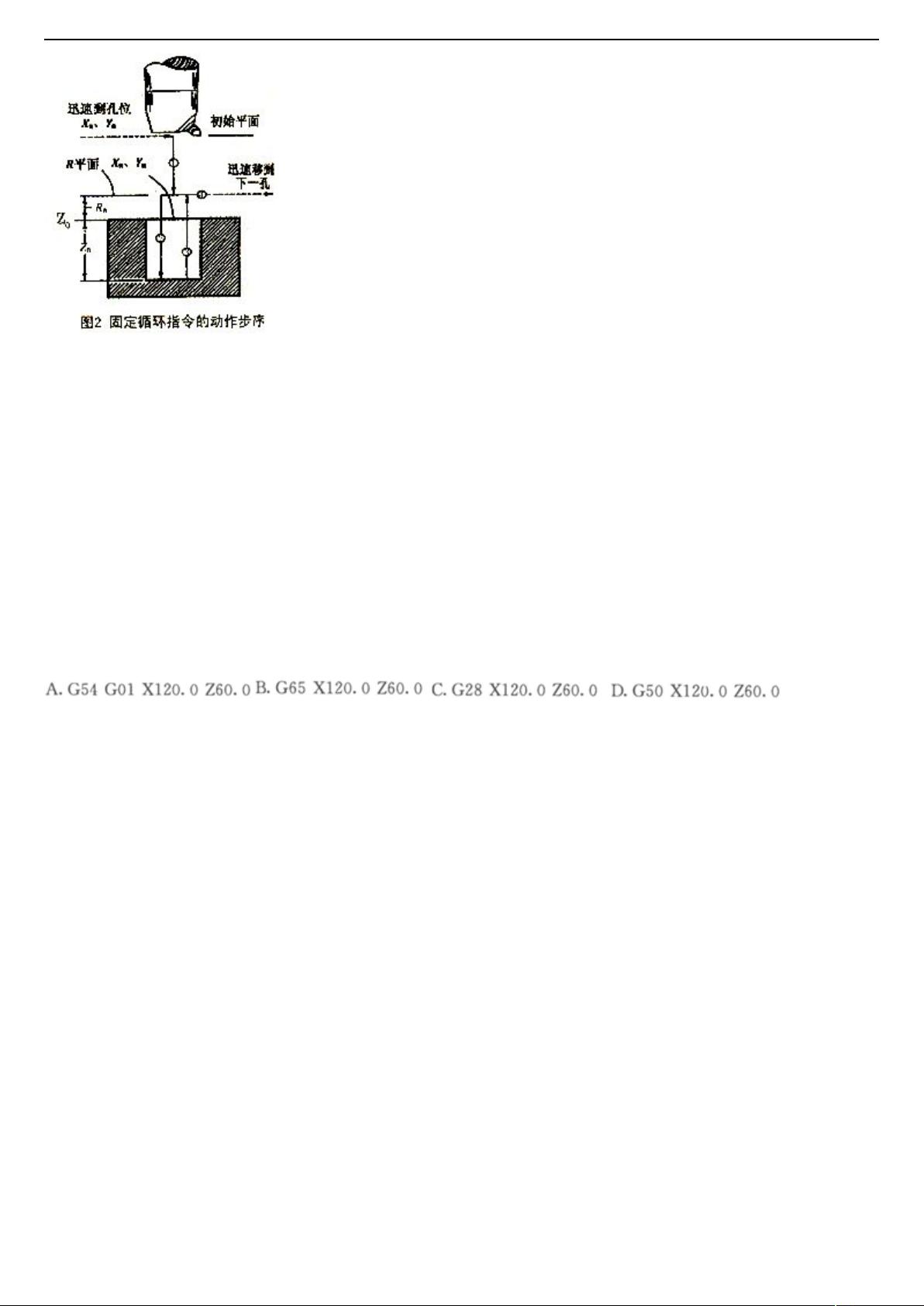
14、图 2 所示为孔加工循环指令的动作,根据动作步序可以判断,该指令为〔 D )。
A.G73 B.G81 C.G83 D.G85
1 / 14

剩余13页未读,继续阅读
资源评论


huayuya123
- 粉丝: 26
- 资源: 31万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


