
.
数控加工课程设计说明书
一、分析零件图纸,确定总体加工方案
(一)、图纸分析:
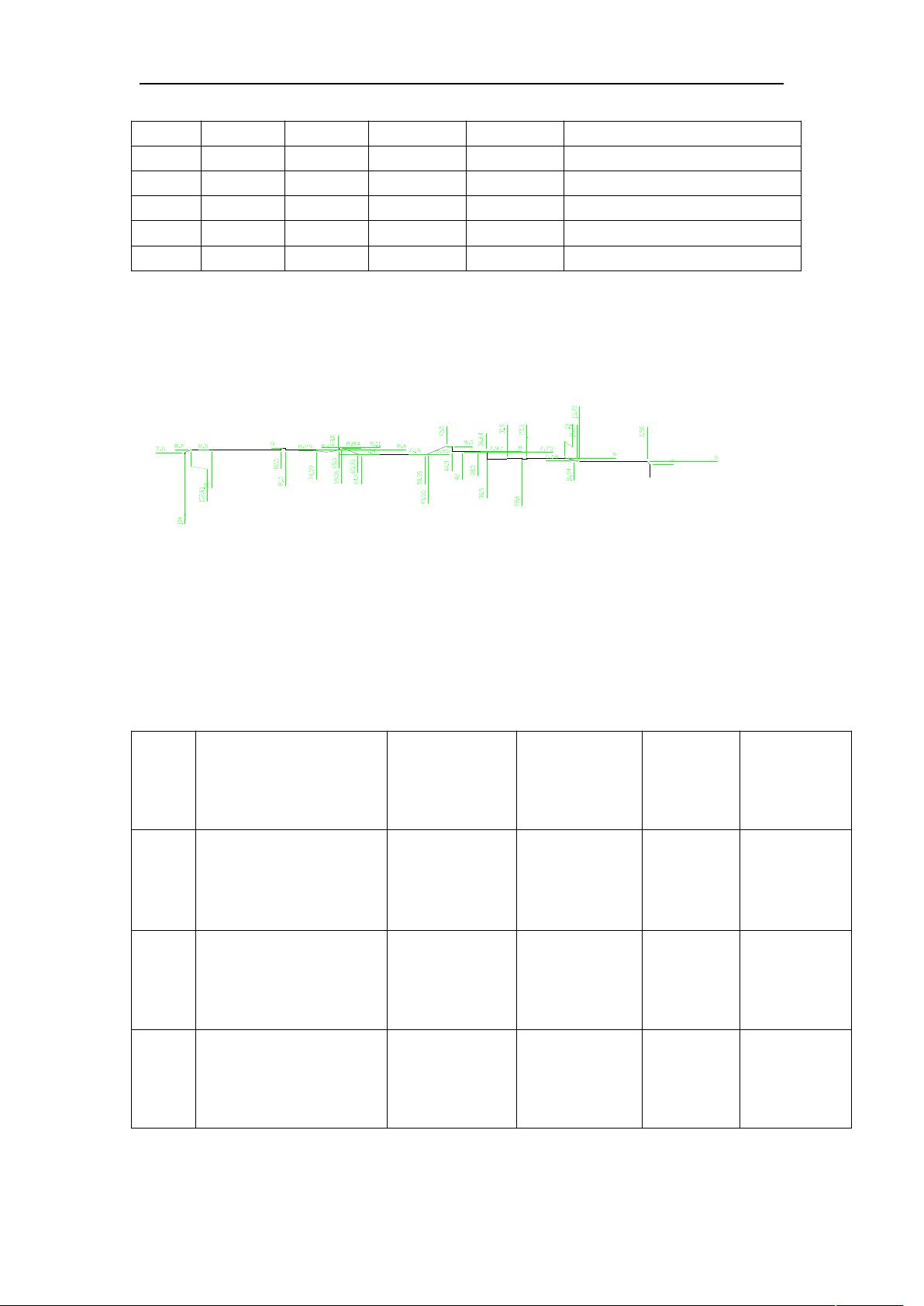
该图是一复杂轴类零件,零件部分地方较为复杂,部分加工精度较高,采用数控车
削加上钻削、滚齿、插齿综合完成。该零件由外圆柱面、孔、倒角、齿轮,齿轮轴、槽、
阶梯组成。其中零件最大外径为 19mm,长度为 104mm.选择毛坯尺寸为 114x22mm 的
棒料。
(二)、精度等级、表面粗糙度分析:
考虑到左右两端齿轮齿面粗糙度 1.6,滚齿机滚齿后要倒角磨齿;外圆表面粗糙度
要求最高为 0.8,尺寸精度也易于达到,所以外圆精车即可达到要求。同轴度与各圆跳度
都要求要装夹次数减少。所以,外圆以两顶尖定位,一次装夹完成粗精加工。为满足同轴
度要求,打孔时应夹外径为 13.9 的外圆。
(三)、材料和热处理分析:
零件材料为 31CrMoV9 是齿轮钢,预备热处理为调质,回火温度 600℃——
630℃ 。最终热处理为渗氮,HV900。
(四)、总体方案:
先对毛坯预备热处理(调质处理);用数控车床粗精车两端面打中心孔,再以两中
心孔定位,粗车外圆轮廓,精车右端外圆轮廓,切槽。再以外径为 13.9 的槽定位,粗精
车左端外圆,钻铰孔、镗孔割槽;最后再滚齿,插齿;最终热处理,再上磨齿机进行磨齿
完成整个零件的加工。
二、确定加工工艺方案
(一)装夹方式与量具选择:
数控车床夹具使用三爪卡盘自动定心夹具与顶尖;Y3150E 滚齿机使用专用夹具,插
齿机使用专用夹具,磨齿机使用专用夹具。
量具有游标卡尺,外径千分尺,百分表。
(二)加工顺序:
1.备料,下料尺寸 ф22×106 的棒料,预备热处理
2.车,粗精车右端面,钻中心孔
3. 粗车,夹左端外圆顶中心孔定位,粗车右端外圆各部,留单边余量 0.2
4、精车,夹左端外圆顶中心孔定位,精车右端外圆各部至图纸所示。
5、切 1.1mm 宽的槽
6、用 3.5mm 切槽刀切 3.5mm 处,4.6mm 处以与 12mm 处,加之外径为 13.9 的 T 型
槽至图纸所示。
7、掉头夹直径 12 处外圆,粗精车左端端面与外圆
8、钻镗直径为 9 的孔
9、镗直径为 12.5 的孔。
10、割宽 5mm 的槽。
11、钻直径 5 和 4 的顶孔。
12、铣键槽
13、滚齿机滚右端齿
14、插齿机插齿轮。
15、倒角,倒棱
16、最终热处理
1 / 17
剩余16页未读,继续阅读
资源评论


huayuya123
- 粉丝: 27
- 资源: 31万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 基于java的工作量统计系统的设计与实现.docx
- 基于java的工资信息管理系统的设计与实现.docx
- 与SecureCRT-Xshell变色方案文章配套使用
- 基于java的教师薪酬管理系统的设计与实现.docx
- 基于java的家教管理系统的设计与实现.docx
- 基于java的国产动漫网站的设计与实现.docx
- 基于java的教学辅助系统的设计与实现.docx
- 基于java的客户管理系统的设计与实现.docx
- 基于java的教学资源共享平台的设计与实现.docx
- 基于java的垃圾分类回收系统的设计与实现.docx
- 基于java的篮球联盟管理系统的设计与实现.docx
- 基于java的七彩云南文化旅游网站的设计与实现.docx
- 基于java的农业设备租赁系统的设计与实现.docx
- 基于java的美食信息推荐系统的设计与实现.docx
- 新型滑模扰动观测器+模型预测控制的永磁同步电机带载仿真模型 控制结合:转速环(新型滑模扰动观测器(NSMDO)+电流内环(MPCC模型预测控制 模型预测m代码附带详细注释 1转速环:采用新型滑模扰
- 基于java的人驾校预约管理系统的设计与实现.docx
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


