
零件加工及其刀轨生成
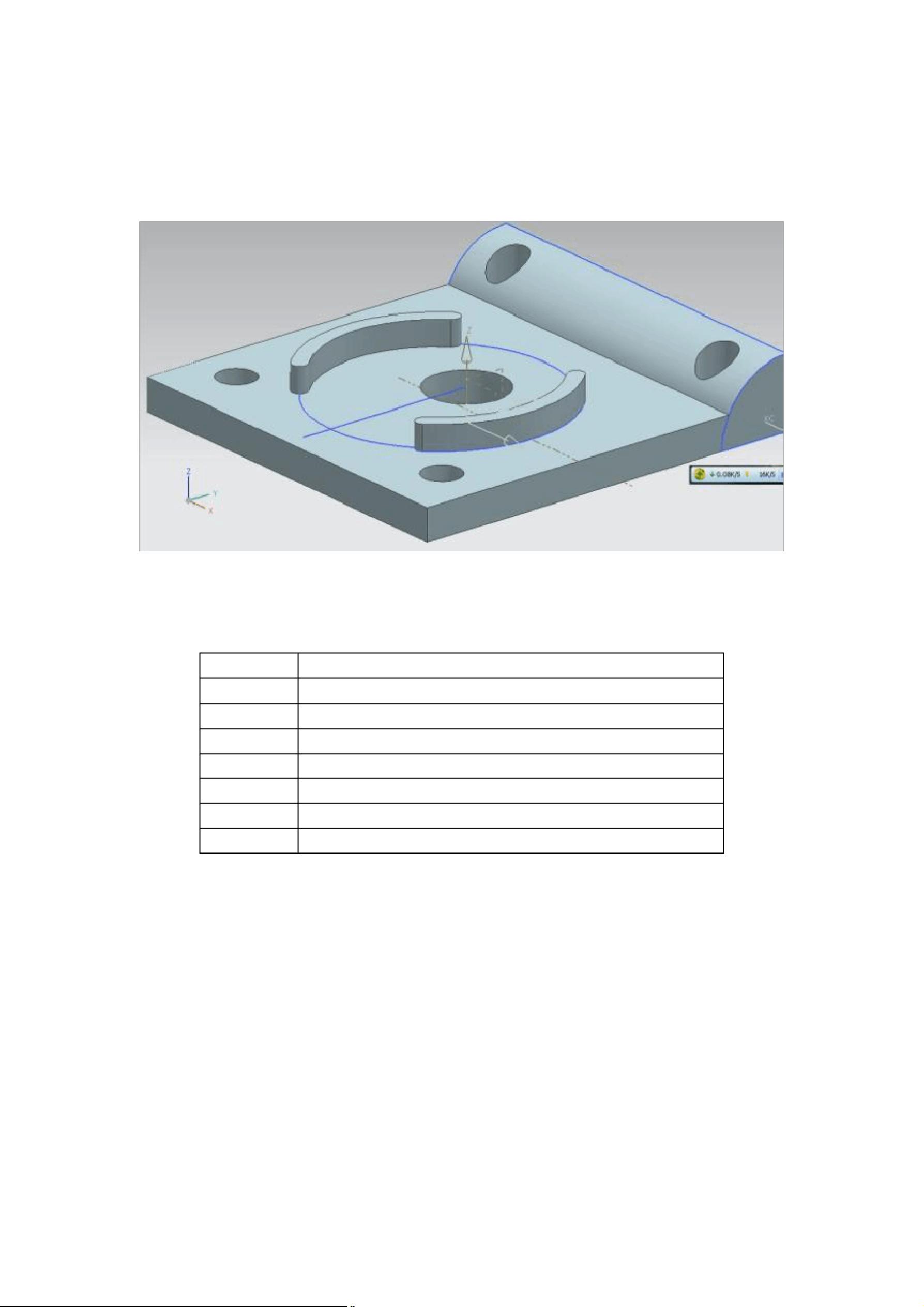
如图 1,为要加工的零件,中间孔的直径为 30,四周孔的直径为 10,包括
两个凸台,高度为 8,曲面部分的总高度为 22.5,曲面的弧度半径为 22.5,零件
长度为 125,宽度为 120。
图 1
对此零件的加工主要包括铣上平面、铣凸台、铣曲面、钻孔、铰孔。通过对
零件零件进行分析可知,一次装夹就能加工所有的元素,装夹是以底面为定位基
准和加工基准的。表 1-1 为完成零件的加工工序
1 钻四个φ9.8 中心孔,钻φ20 的中间孔
2 铰周边四个φ10H7 的通孔
3 粗铣φ30 的通孔
4 精铣φ30 的通孔
5 实体部分的粗加工
6 平坦部位的精加工
7 凸台区域的精加工
8 曲面区域的精加工
表 1-1
首先根据数据绘制出维位图形,然后进行加工,毛坯选用长度为 125,宽度
为 120,高度为 24 的长方体。我是采用 UG 软件进行加工的,我主要加工了第
一道工序中钻四个φ9.8 中心孔;第五道工序,实体部分的粗加工;第八道工序,
曲面区域的精加工。
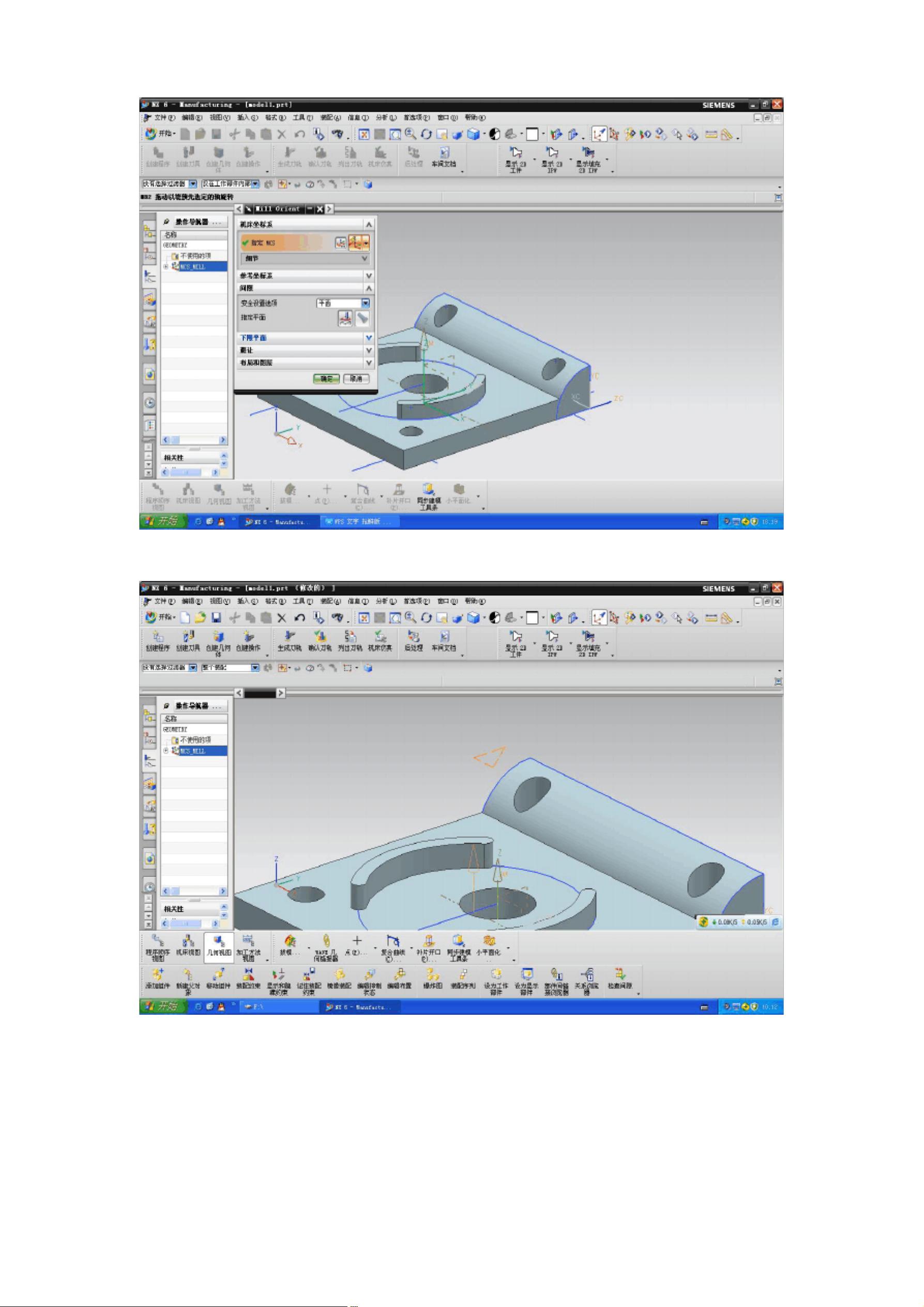
完成三维图形的绘制后进入加工环境,进行加工准备。单击标准工具条中的
开始按钮,在弹出的下拉菜单中选择加工命令,选择 Mill planar 选项并且确定后
进入加工环境。在几何视图环境下双击 MCS MILL 图标弹出 MILL Orient 对话框,
如图 2 所示。利用 CSYS 按钮和指定安全平面按钮,将安全高度设置到位于工件
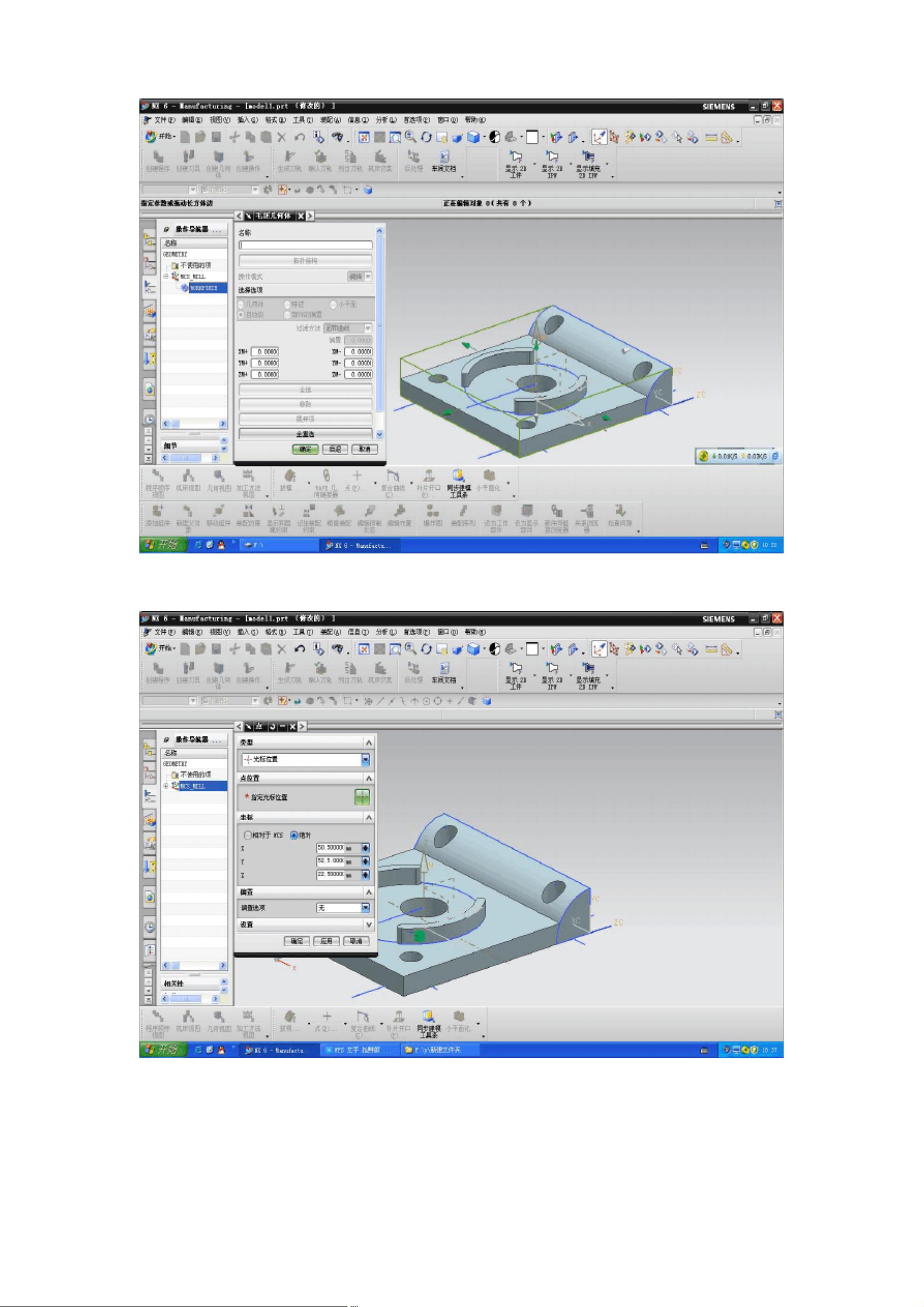
上方 50cm 出设置结果如图 3 所示。通过操作导航器中的 WORKPIECE 设置加工
部件,选择实体作为加工部件,毛坯选择自动块,显示出毛坯的轮廓,如图 4
所示。
剩余12页未读,继续阅读
资源评论


hhappy0123456789
- 粉丝: 77
- 资源: 5万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


