项目方案、技术数据总体描述.pdf
版权申诉
124 浏览量
2022-06-21
17:06:31
上传
评论
收藏 630KB PDF 举报

附件一 项目方案、技术数据总体描述
附件一 项目方案、技术数据总体描述
本附件描述的内容分为三部分:1、340 连轧管生产线及工艺简述;2、
340 连轧管生产线物料跟踪监控系统目标和设计开发总体内容;3、功能
信息配置。
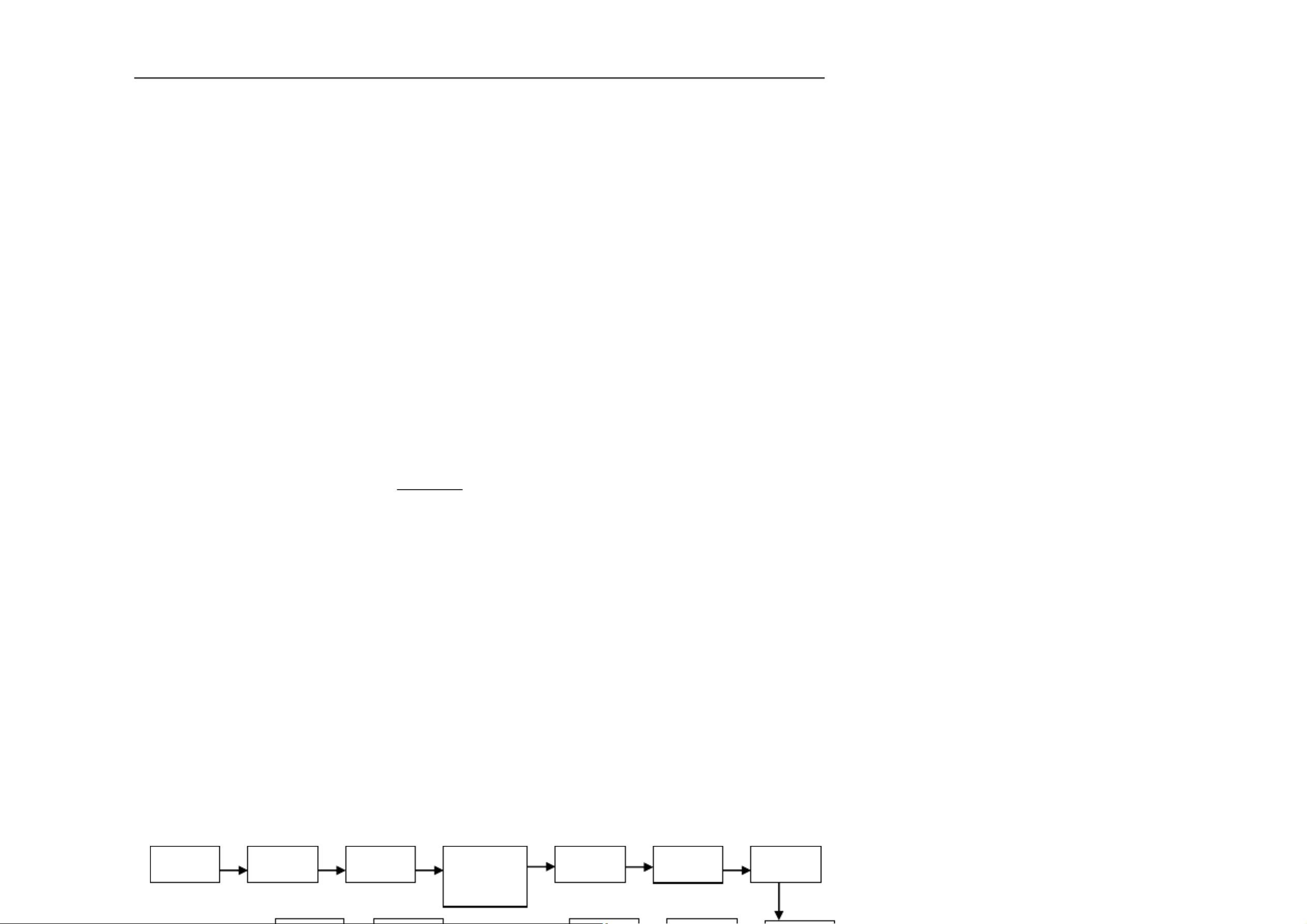
1、340 连轧管生产线及工艺设备组成简述
340 连轧管生产线是热轧中、大口径无缝钢管的专业生产线,设计年
生产各类无缝钢管 50 万吨,采用的原料为连铸园管坯。整个生产线由管
坯准备区、热轧区、预精整区、一般管精整区、钢管修磨区等五个作业区
组成,每个区由不同的工艺设备构成,各区主要设备组成如下:
管坯准备区:长管坯上料装置(2 套)、长管坯测长及称重装置(1
套)、中间双工位分料车(1 套)、管坯圆盘冷锯机(3 套)、定尺管
坯中间收集装置(2 套)、定尺管坯中间库存放;
热轧区:定尺管坯上料(1 套)装置(或直接在线上料)、定尺管
坯称重装置(1 套)、不合格管坯下料装置(1 套)、环形加热炉(1
套)、低温及穿孔废料下料装置(2 套)、锥型穿孔机(1 套)、MPM
连轧管机(1 套)、三辊脱管机(1 套)、再加热前小冷床(1 套)、
步进式再加热炉(1 套)、三辊 12 架定径机(1 套)、1-2#冷床(2
套);
预精整区:排管锯(4 套)、矫直机(2 套)、打标机(2 套)、
吹吸灰装置(2 套)、探伤机(2 套)、取样锯(1 套)、人工检查台
(2 套)、一般管到中间库下料装置(2 套)、钢管进中间库存放、测
长称重喷印装置(2 套)、半成品库下料收集装置(4 套)、不合格品
第1页(共15页)

剩余14页未读,继续阅读






评论0
最新资源