
压力筛 DCS 控制系统
目前,我国只有少数大型纸厂引进了进口压力筛及其自动控制系统, 大多数纸厂由于资
金等各方面的问题, 压力筛的控制仍然采用手动控制, 手动控制会频繁堵网, 停机冲洗或更
换筛网而导致生产中断, 大大降低产量; 手动控制的另一缺点是良浆质量不稳定, 直接导致
产品质量下降, 使产品竟争力降低。 本课题对压力筛的运行原理和影响堵网的因素进行了分
析,在传统压力筛控制的基础上,设计出了能有效克服压力筛堵网、能自动排堵、可以进行
流量调整和在线连续的控制系统,使压力筛能够高效、优质、稳定地生产,保证了整个制浆
流程的连续进行。
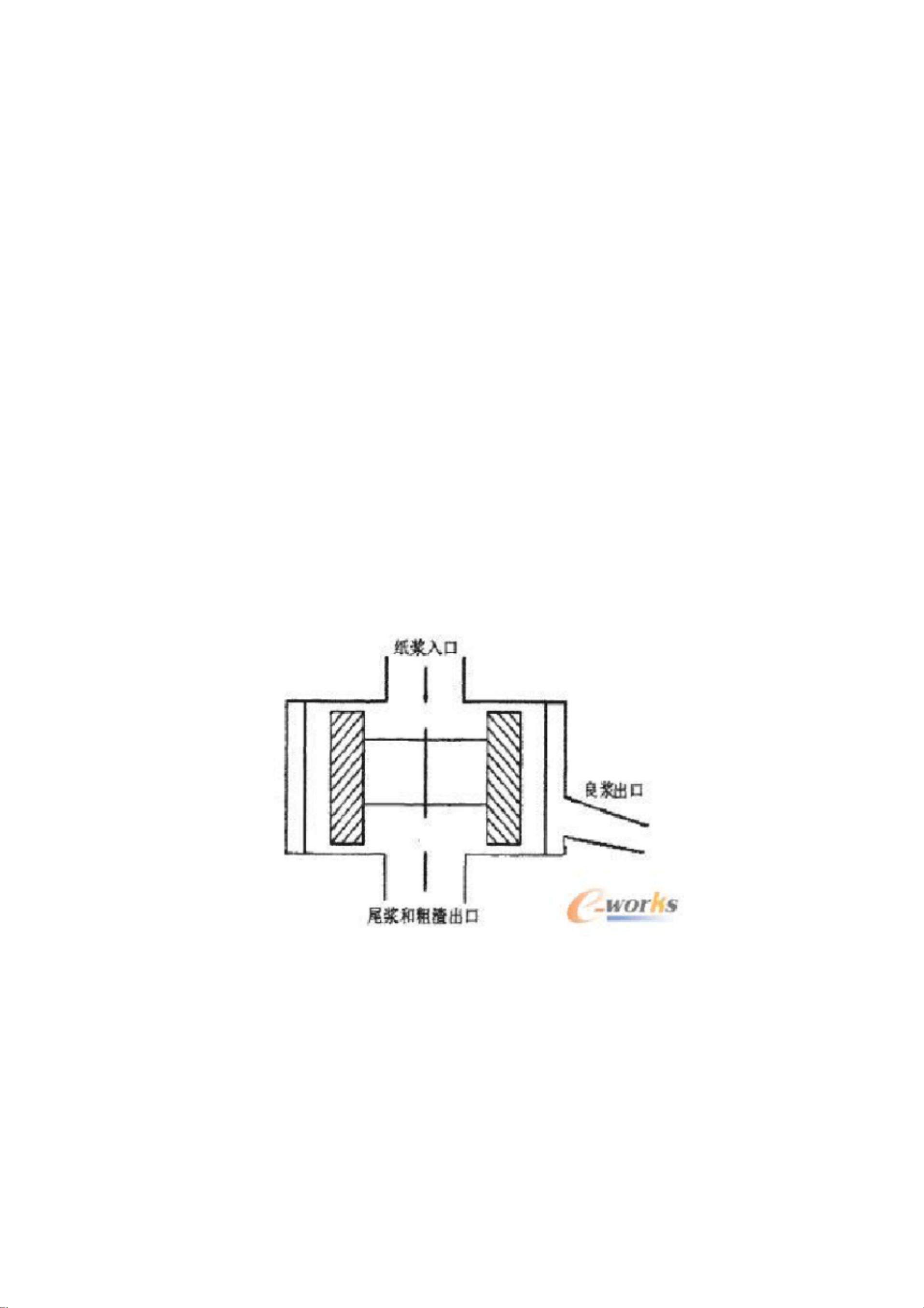
1 压力筛的原理及筛选工艺
压力筛的基本原理如图 1 所示。纸桨自上而下进入压力筛,旋翼以 365 ~740 r/min 的
速度旋转, 在流动过程中良浆通过筛板排出, 尾浆和粗渣从底部排出, 再经振框筛将尾浆和
重渣分离。其主要特征是密封管路、 压力进浆。浆料以较高的压力由切线方向进入筛浆机内,
合格纤维依靠筛鼓内外的压力差及筛孔尺寸的限制通过筛孔。 筛内充满浆料, 进出管路均密
封,筛内压力差较大。它有安装简单、易于操作、生产维护费用较低、不会产生泡沫,生产
能力大、 筛板净化效率高、 便于自动控制等优点。 目前其应用已逐渐扩大到筛选制浆过程中
的各种浆料以及废纸制浆。压力筛在运行过程中,由于原浆质量恶化、进浆量剧增等原因,
往往会出现杂质堵塞筛网的现象,从而影响生产的正常运行。
图 1 压力筛工作原理
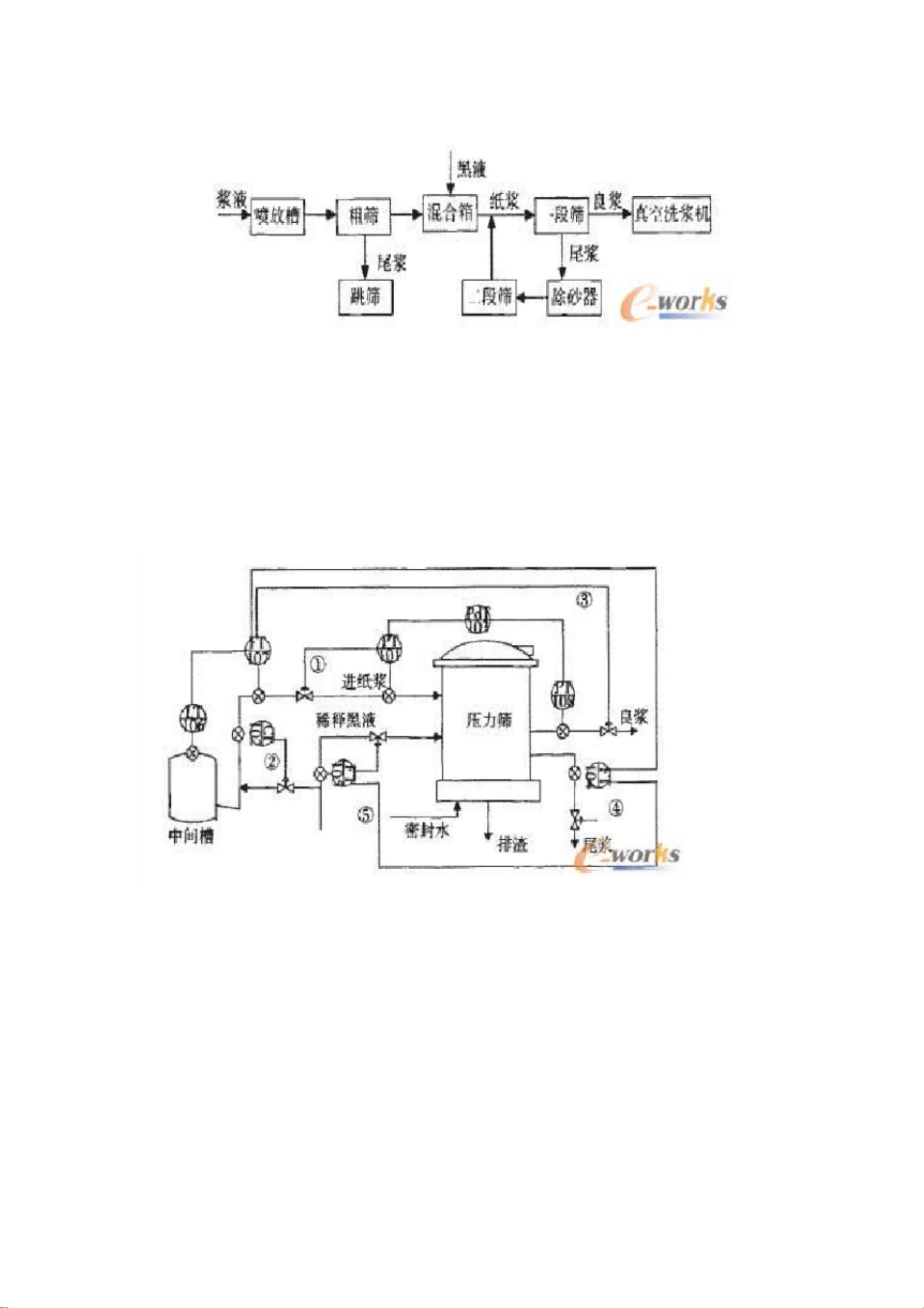
下面介绍某造纸厂筛选部分的 DCS 控制系统,其简易流程如图 2 所示。蒸煮后的浆液
进入喷放槽, 由浆泵打入粗筛, 粗筛后的尾浆进入跳筛后回到蒸煮器。 粗筛良浆与一定量的
黑液在混合箱混和后打入一段筛; 良浆进入真空洗浆机后进入漂白工段, 其尾浆进入除砂器,
经除砂后进入二段筛,二段筛的良浆进入一段筛重新筛选。
剩余8页未读,继续阅读
资源评论


beibei1hao1
- 粉丝: 0
- 资源: 4万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


